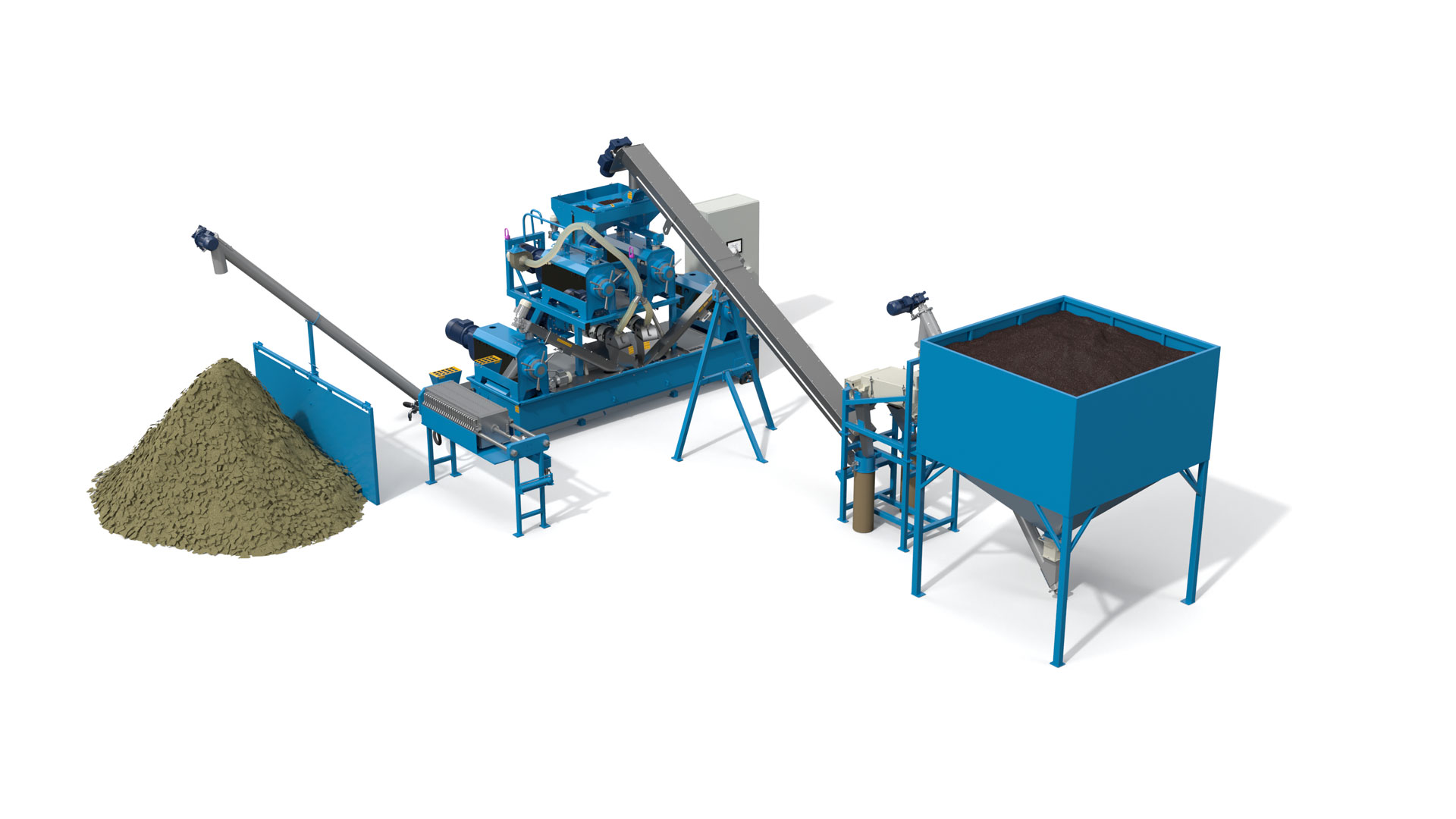
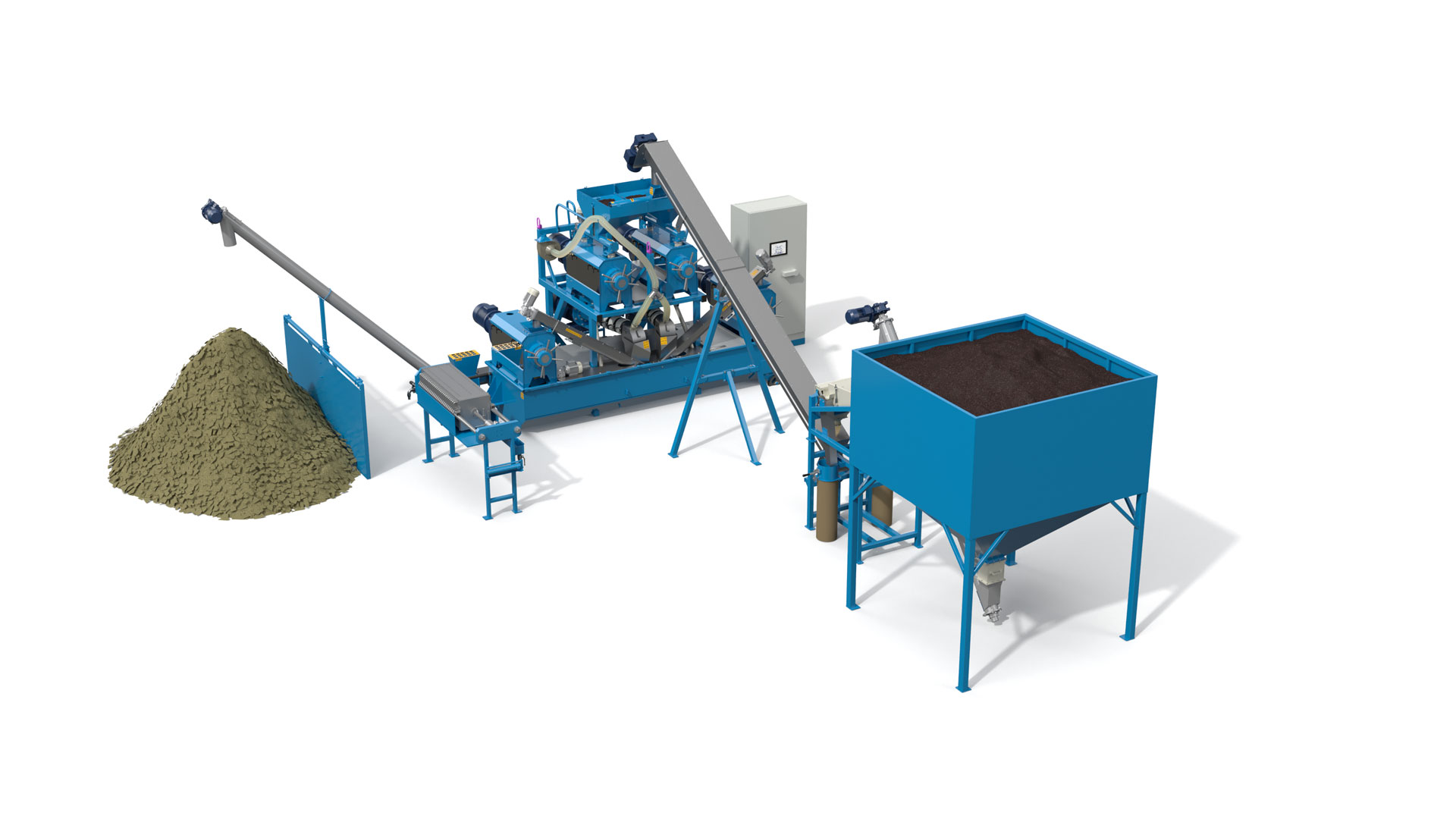
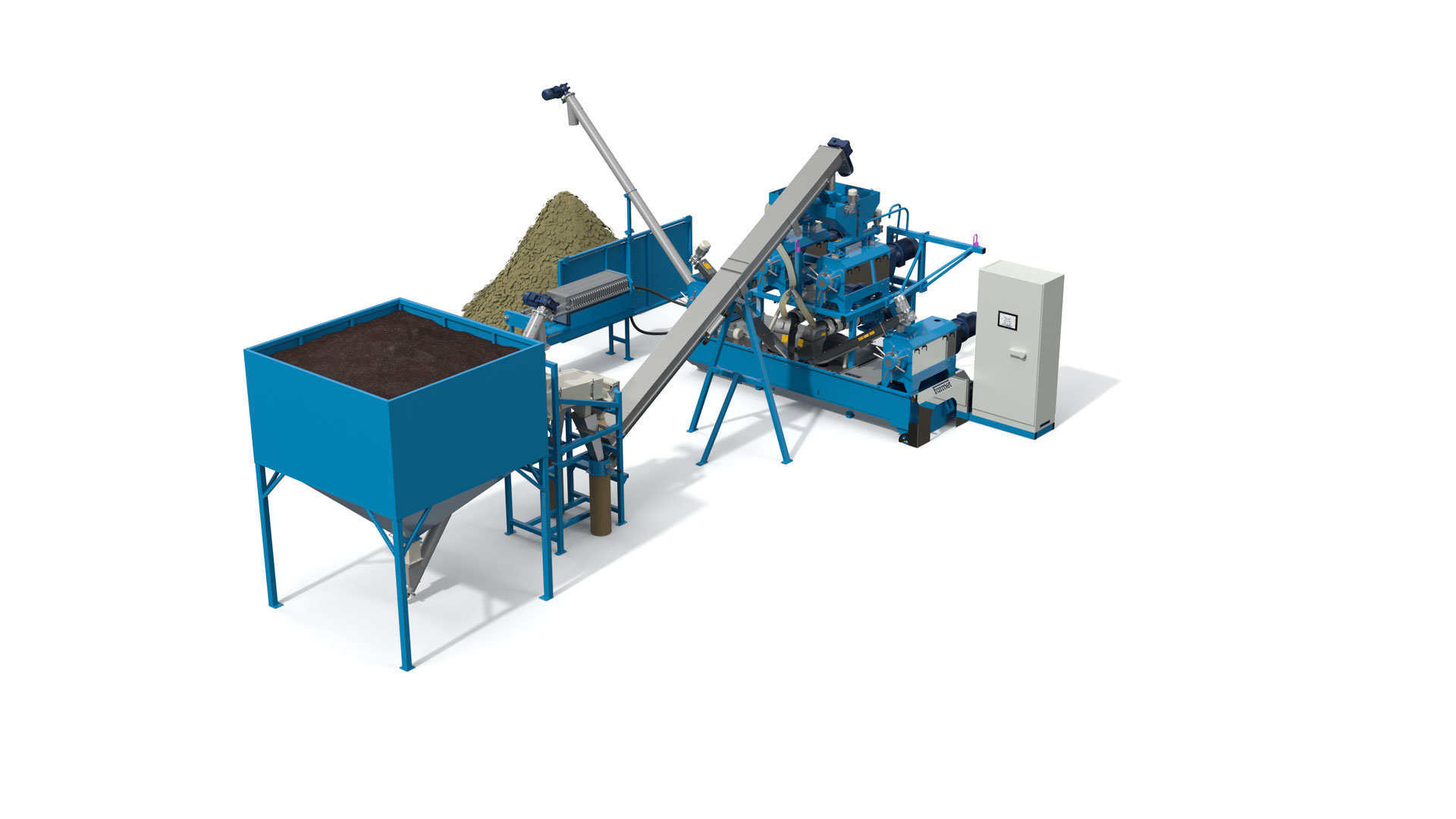
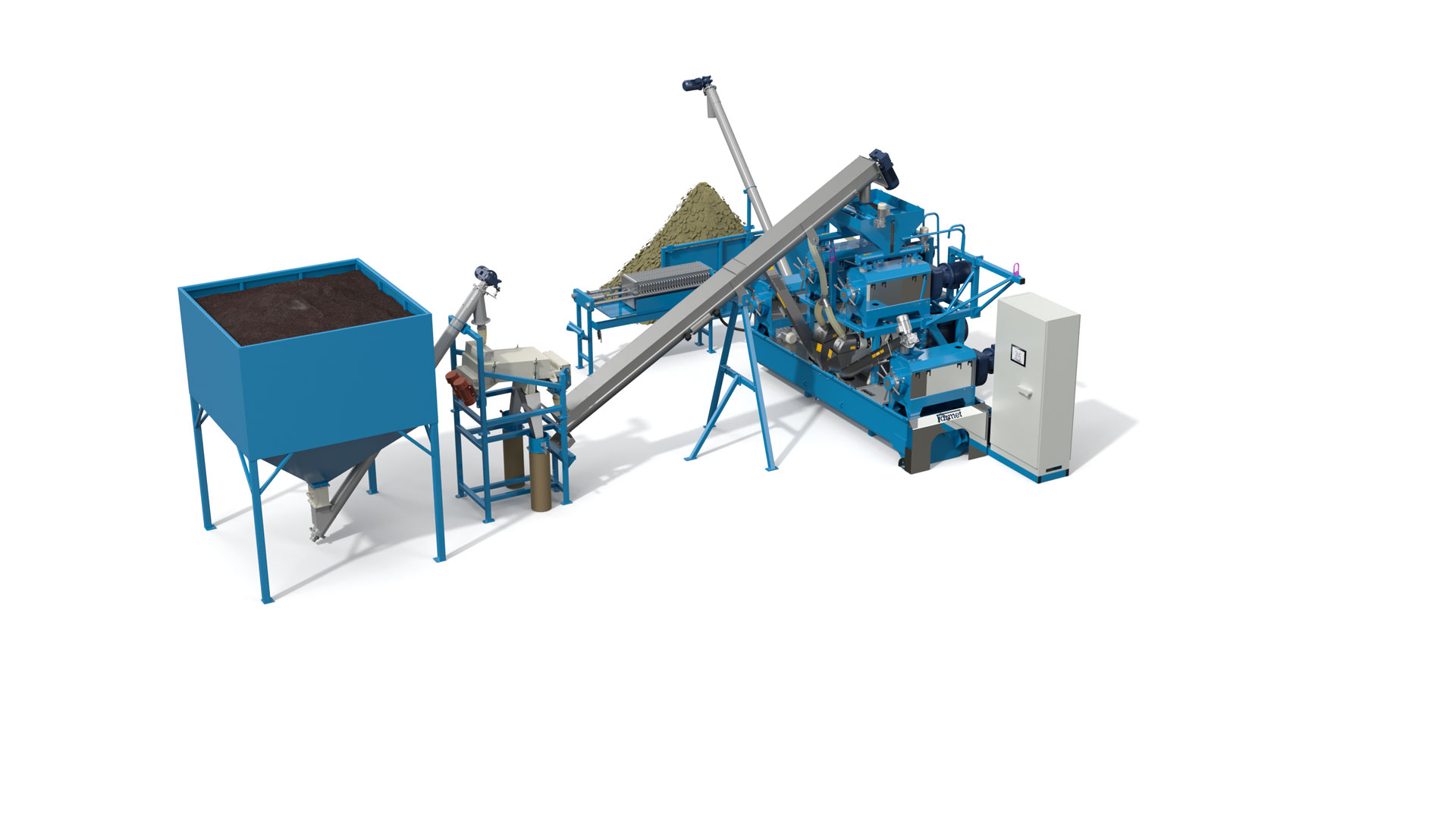
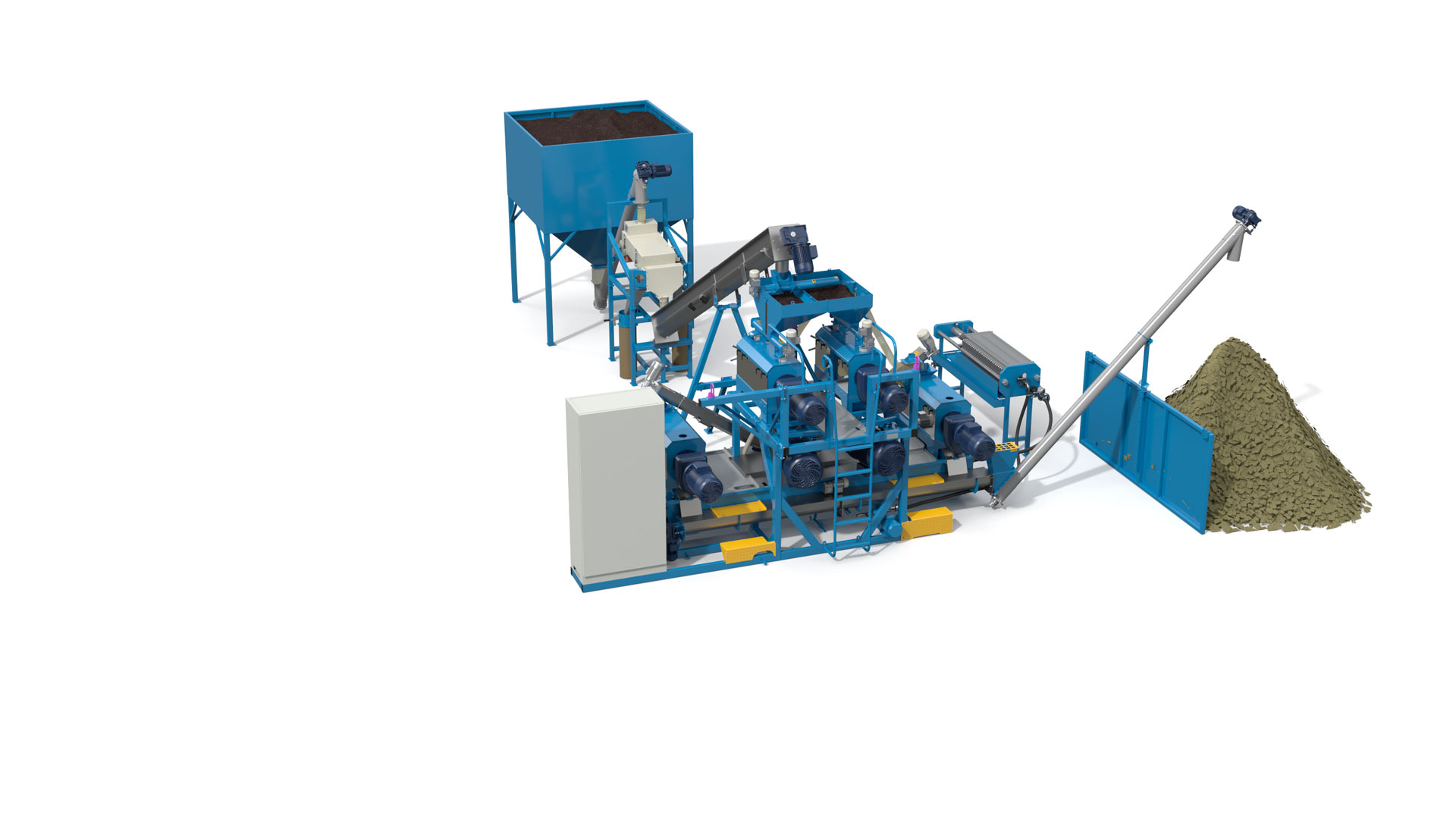
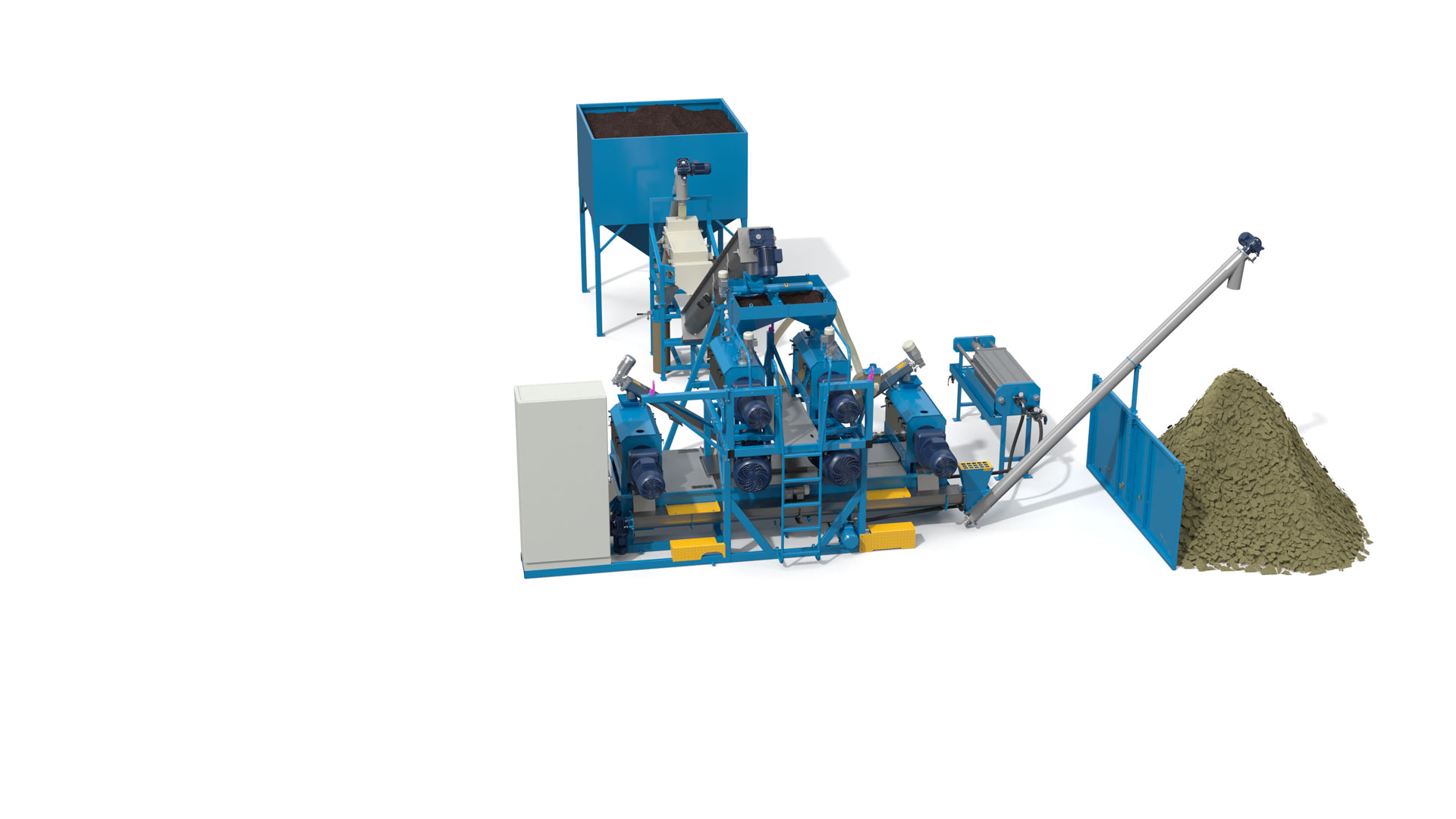
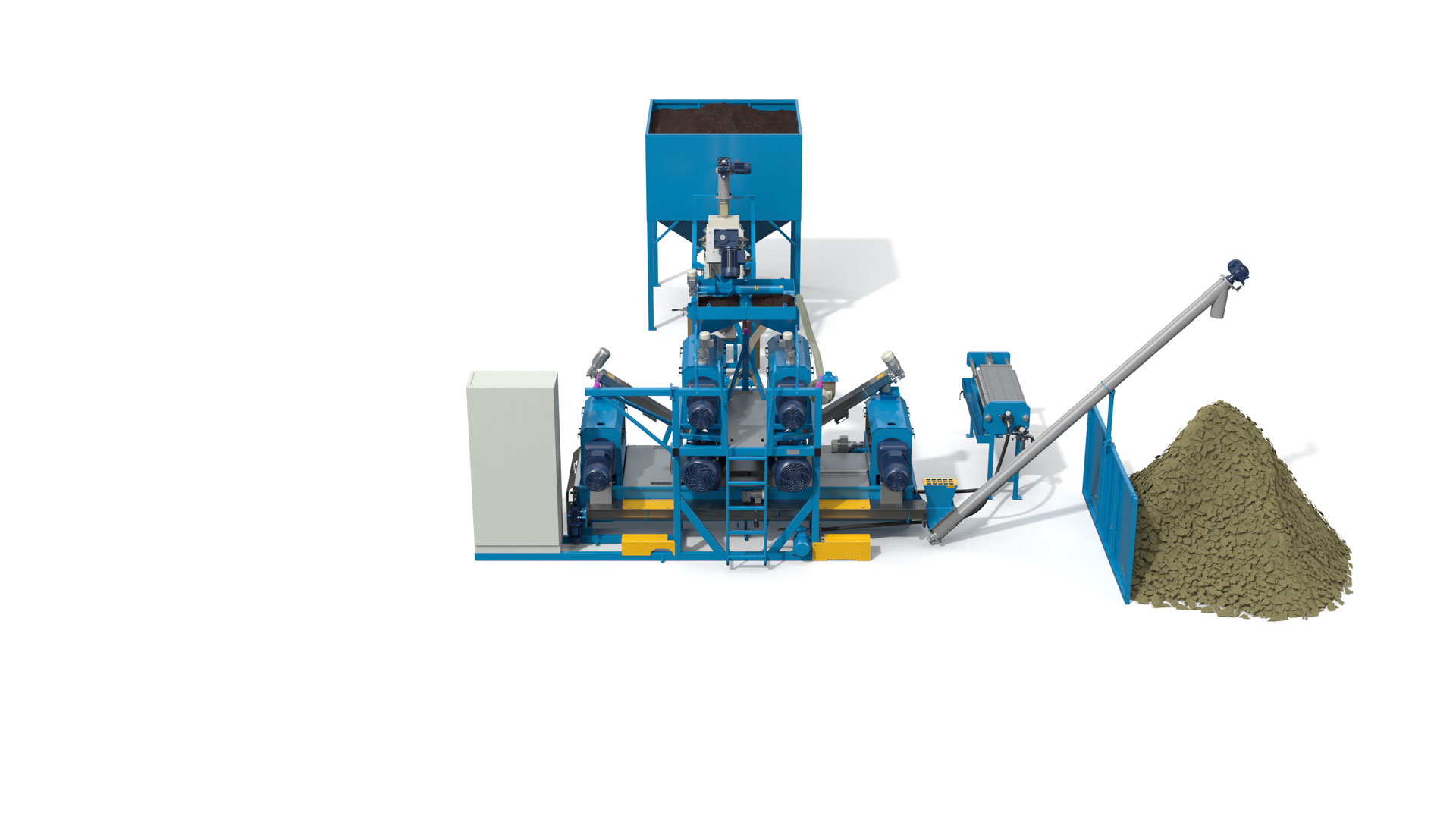
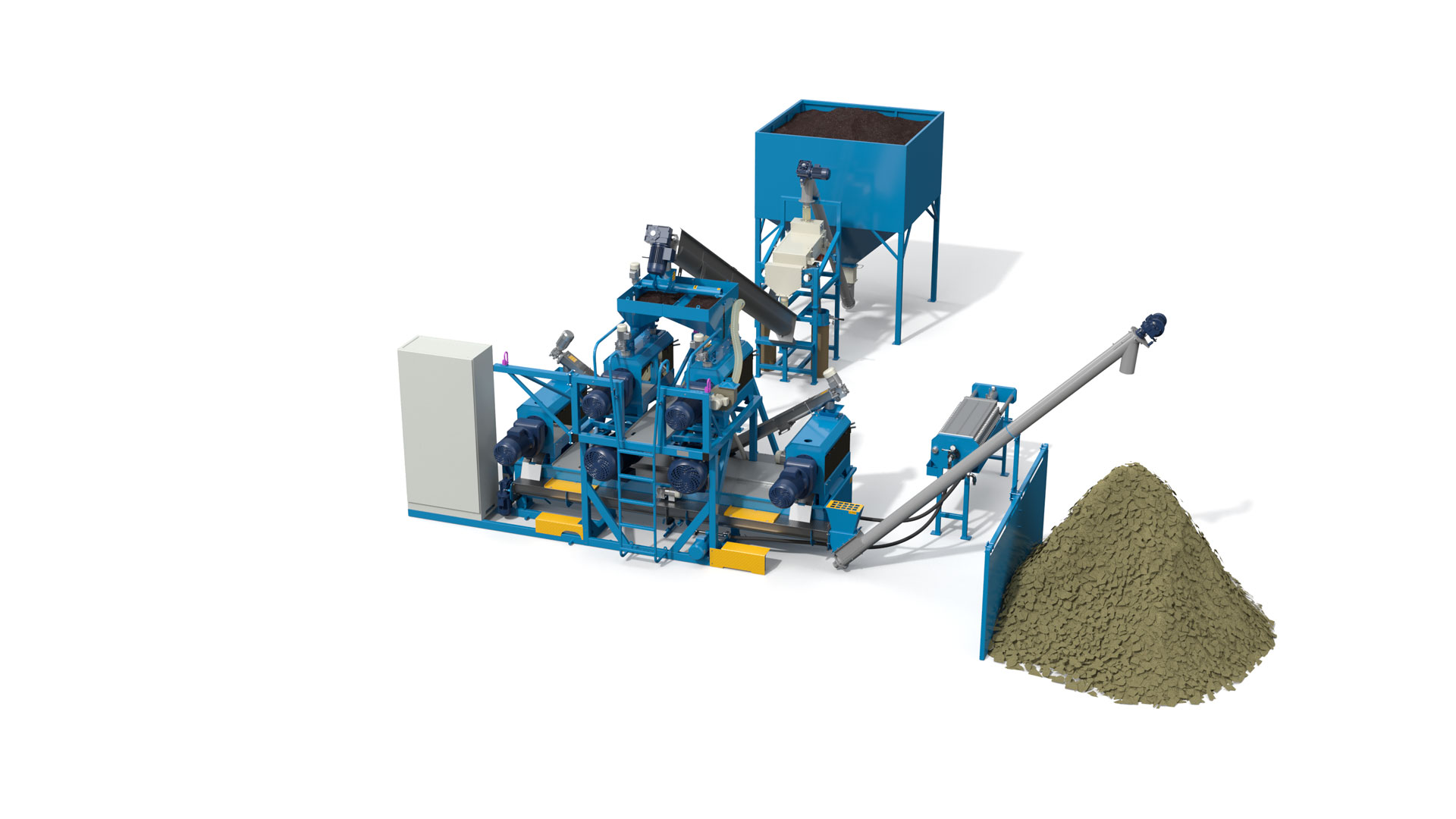
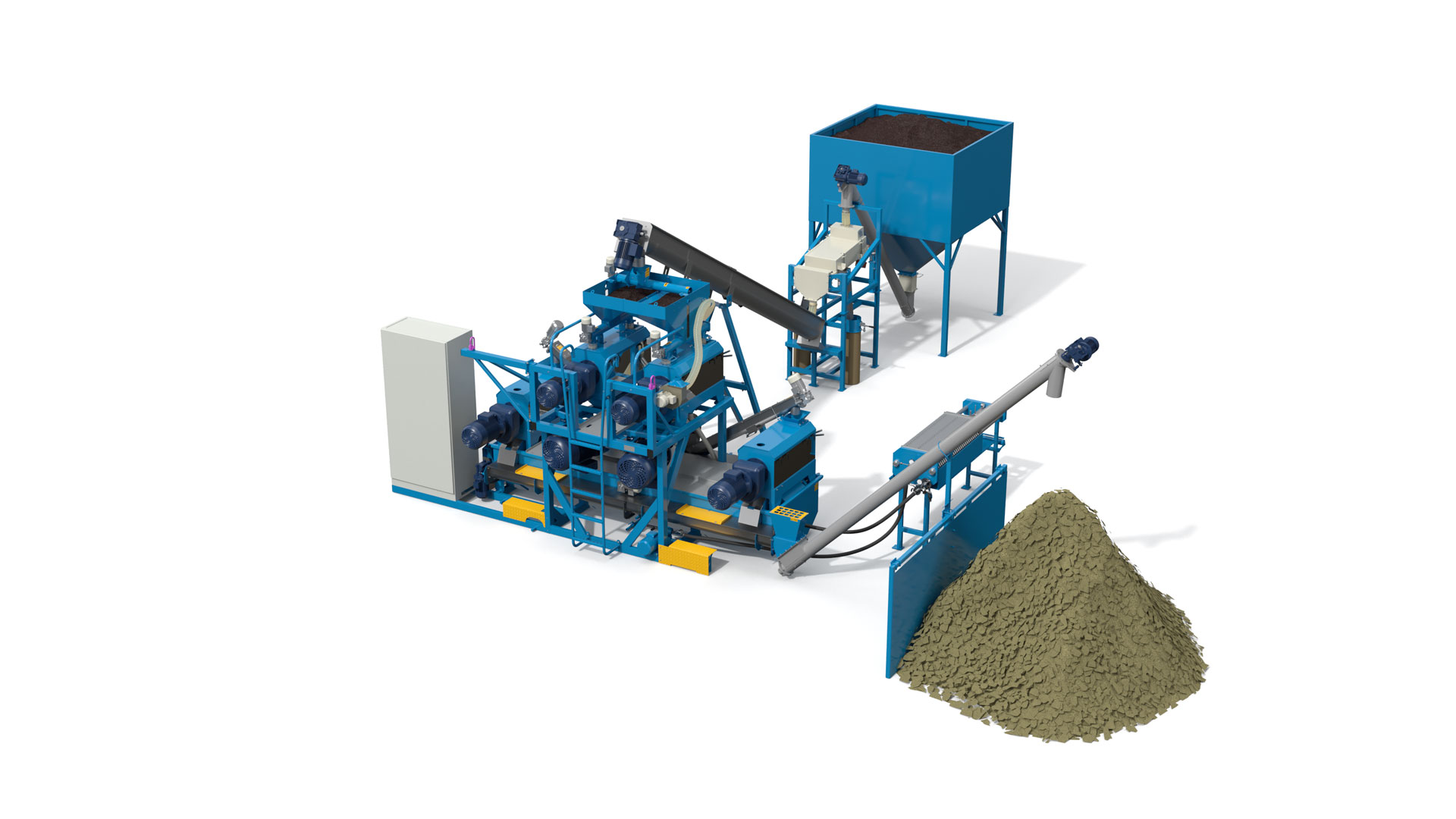
Z mezizásobníku olejnatých semen prochází semeno přes magnetický separátor do šikmého frekvenčně řízeného dávkovacího dopravníku, odkud je dále dopravováno do sekce čištění. Očištěné semeno poté prochází teplotní stabilizací a do násypky předlisů.

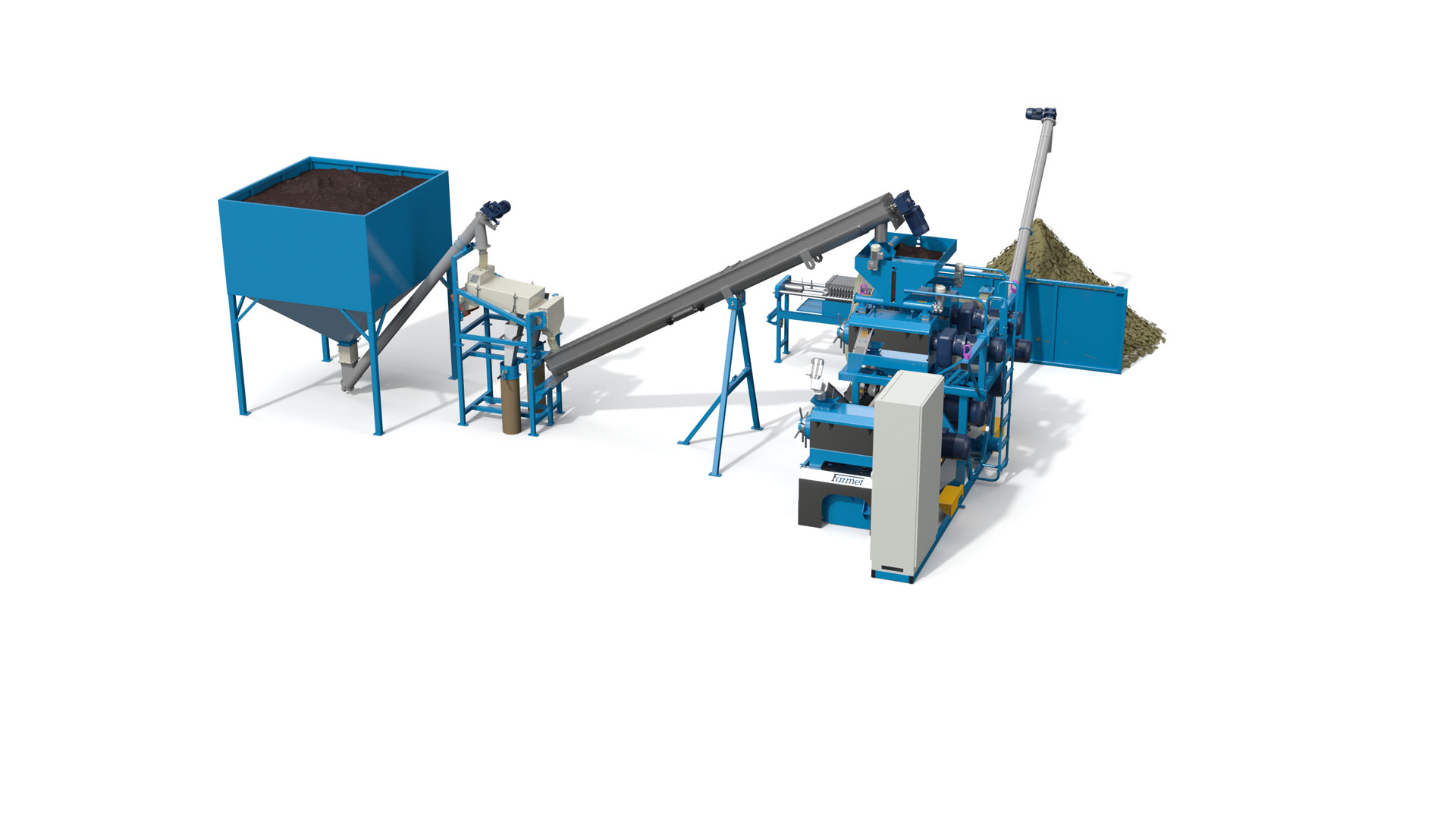
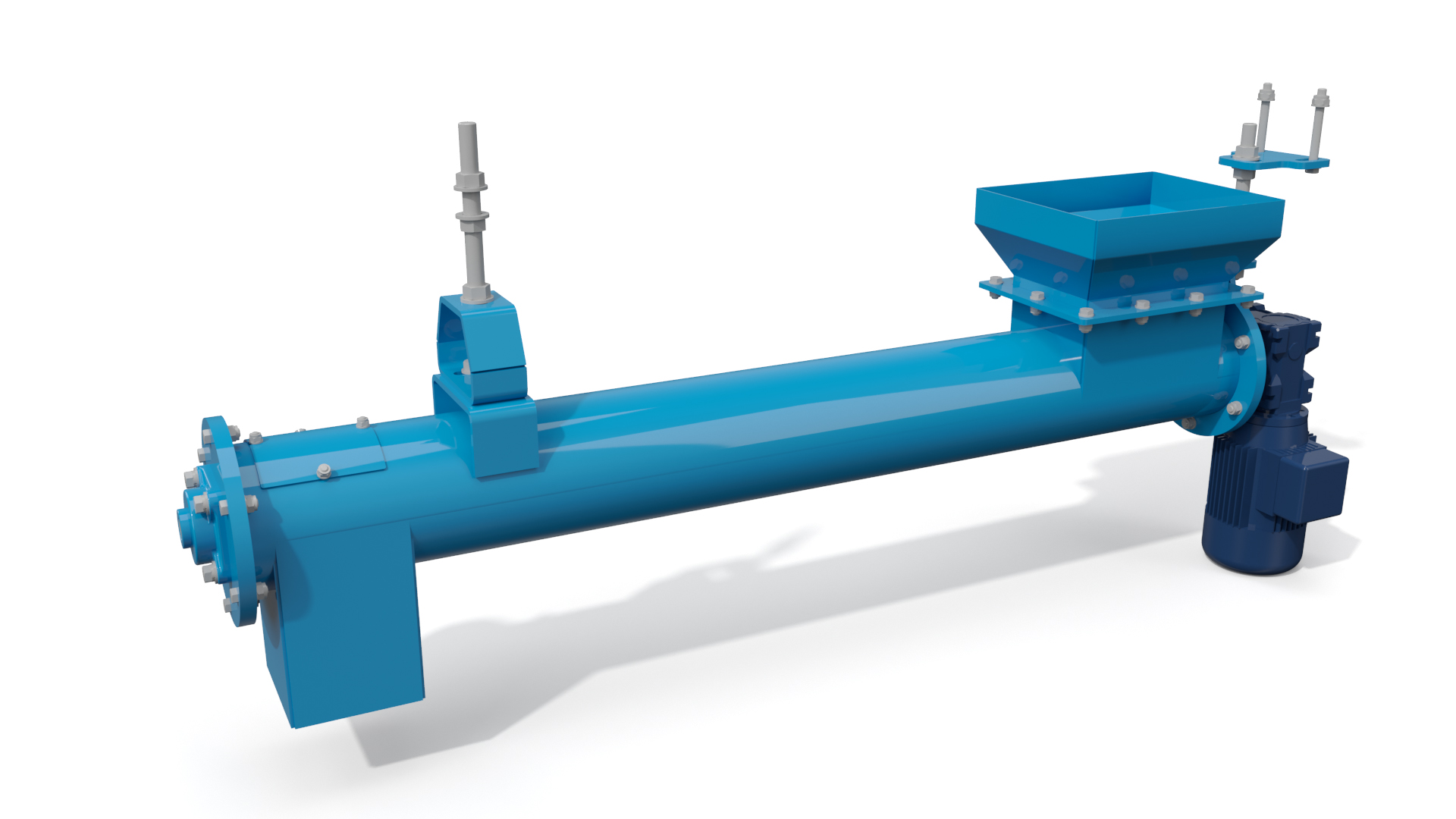
V technologii je použit lis FL 200 jako lis na čisto. Modulová lisovna může být osazena jedním až čtyřmi lisy FL 200.
Jako předlis je použit šnekový lis FL 200. Výlisky z předlisu postupují šikmým dopravníkem do dolisu tvořeným rovněž lisem FL 200.
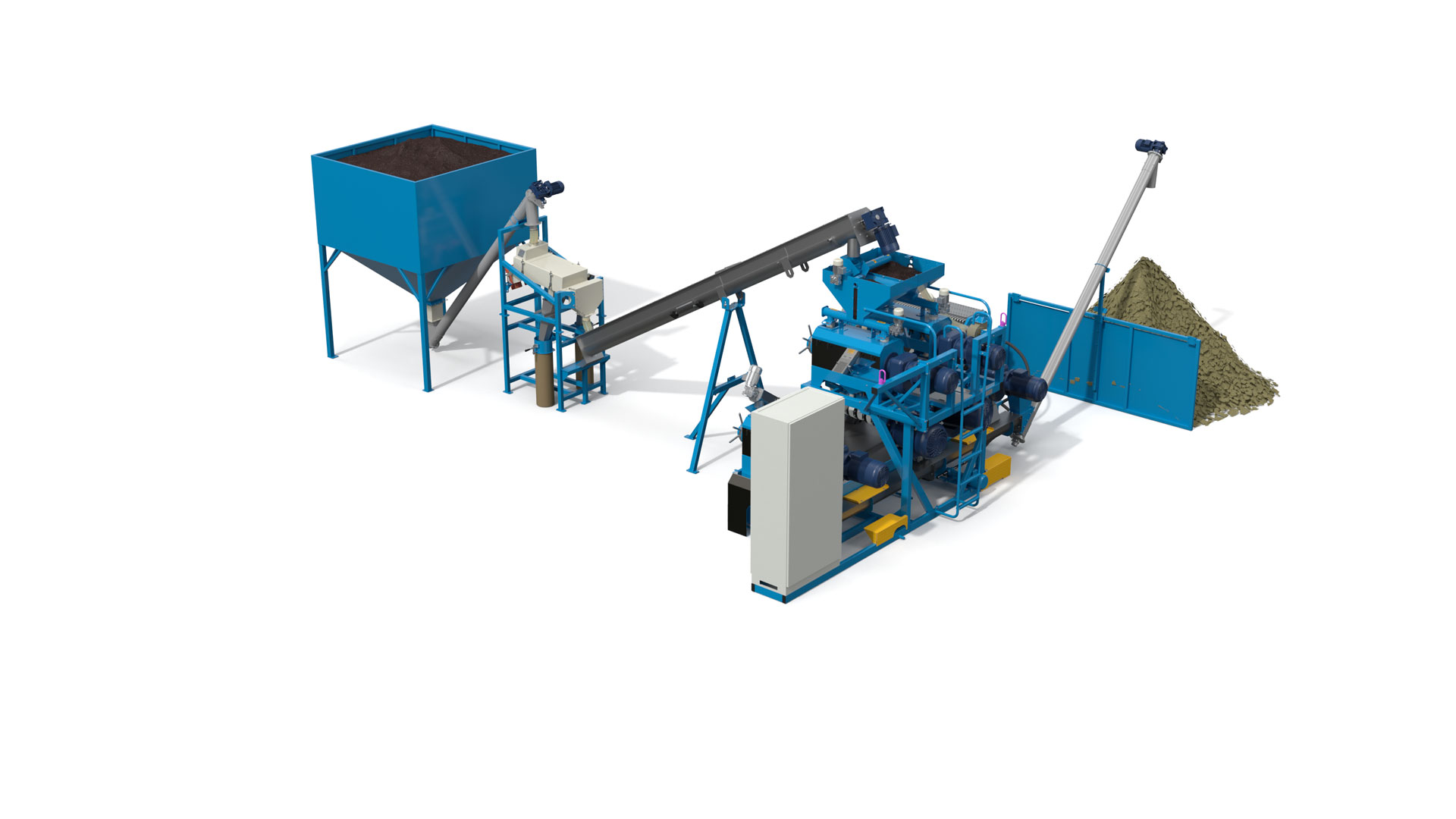
Materiál je veden do násypky a následně do extrudéru FE 250, kde probíhá proces extruze materiálu. Odtud extrudát postupuje šikmým dopravníkem do dolisu FL 200. Tato technologie je určena převážně pro sóju.
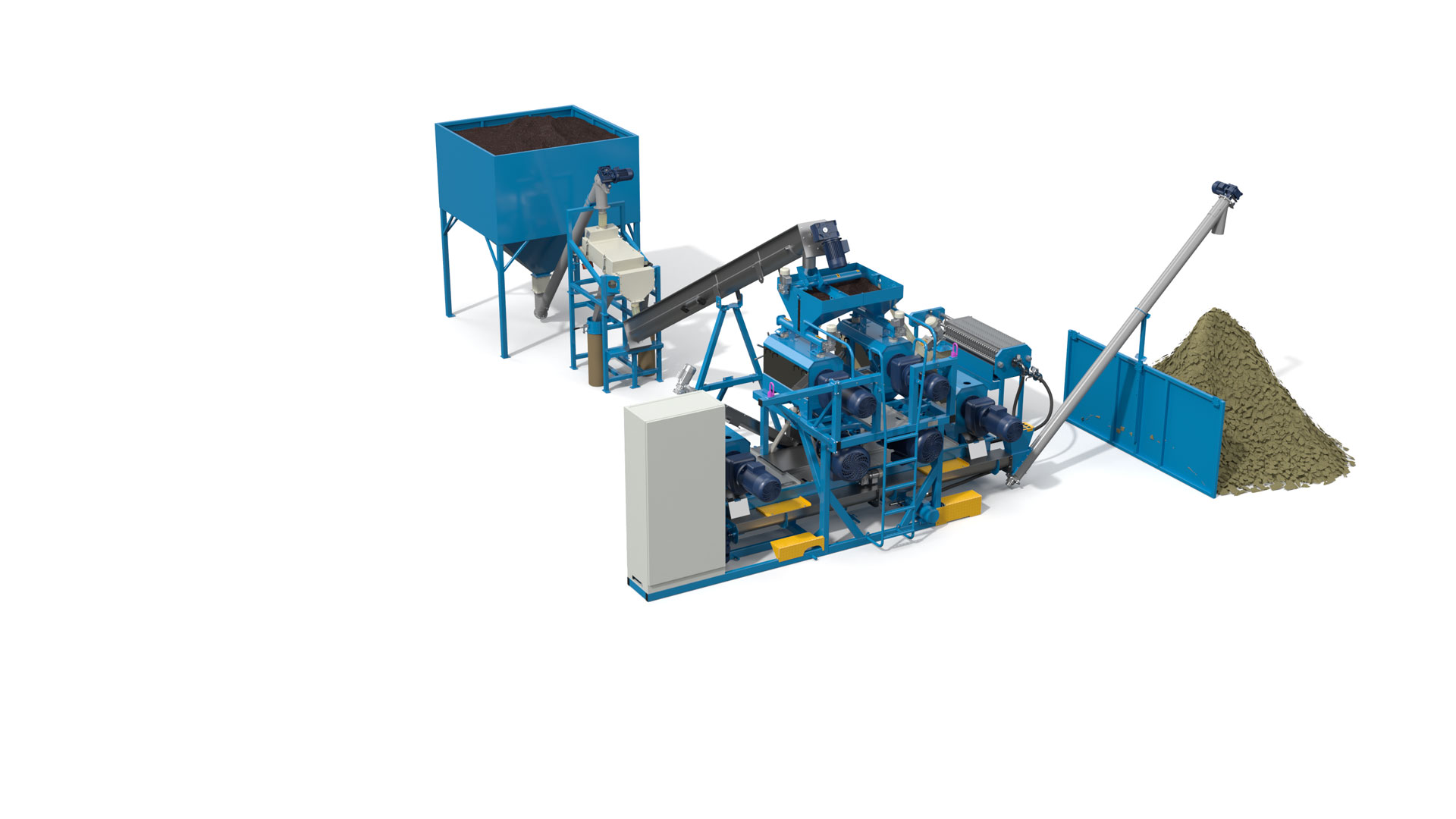
Jako předlis je použit šnekový lis FL 200. Výlisky z předlisu vypadávají do násypky a vstupují do extrudéru FE 250, kde probíhá proces extruze materiálu (mechanické prohnětení, krátkodobé zahřátí na vysokou teplotu za působení vysokého tlaku a expanze). Extrudovaný materiál postupuje šikmým dopravníkem do dolisu tvořeným lisem FL 200.

Sedimentační vana je vybavena automatickým vynášením prolisu, který je z vany vybírán lopatkami na řetězovém dopravníku. Separace prolisu probíhá na sítu a prolis je vracen na přelisování, kde se míchá společně s výlisky z předlisů či s extrudátem. V separační vaně lze olej pomocí topných tyčí přihřívat pro usnadnění filtrace. To je obzvláště důležité při filtrování sójového a slunečnicového oleje.

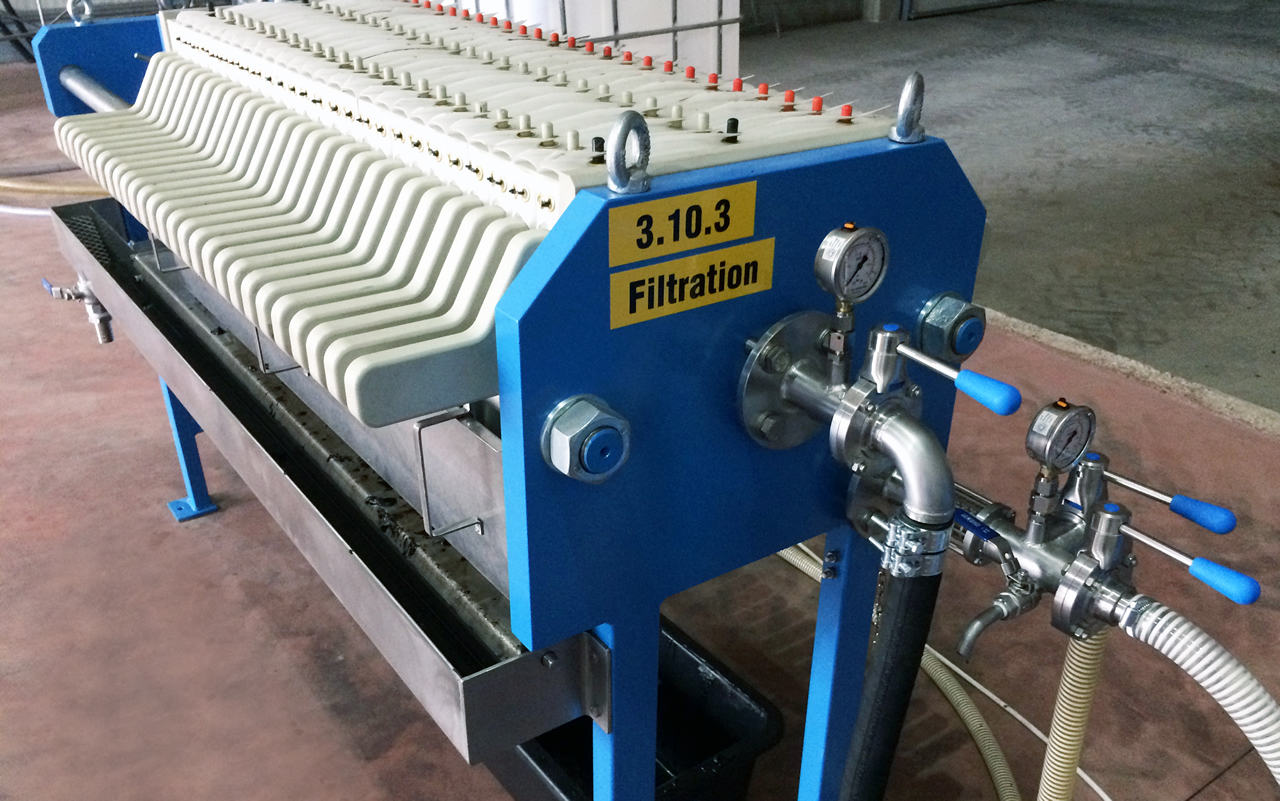
U všech typů technologií lisování je vylisovaný olej z lisů FL 200 zachycován v sedimentační vaně, která tvoří nedílnou součást modulu lisovny. Olej je následně čerpán pomocí integrovaného čerpadla do ručního deskového filtru, odkud je dopravován do skladu oleje (sklad oleje viz opce).
Výlisky z dolisů jsou vynášeny trubkovým dopravníkem mimo modul lisovny za opěrnou konstrukci, tj. skladu výlisků.

U modulové lisovny COMPACT lze volit dvě úrovně řízení, CLASSIC a CLEVER.
Zahrnuje kompletní elektroinstalaci pro pohon a ovládání všech zařízení, na základě klasických prvků (stykače a relé). Pomocí snímačů je kontrolován zásyp předlisů, maximální teplota extrudérů a maximální hladina oleje ve vaně, aby v případě poruchy došlo k automatickému zastavení dávkování materiálu do sekce Lisování. Ovládání se provádí tlačítky na rozvaděči, který je integrální součástí lisovacího modulu. Dávkování materiálu (výkon linky) je možné regulovat nastavením otáček podávacího dopravníku. Systém řízení dále obsahuje ovládání topných těles ohřívacího dopravníku a sedimentační vany včetně možnosti nastavení teploty a automatického hlídání maximální teploty.
Tato verze neobsahuje řízení počítačem ani vizualizaci.

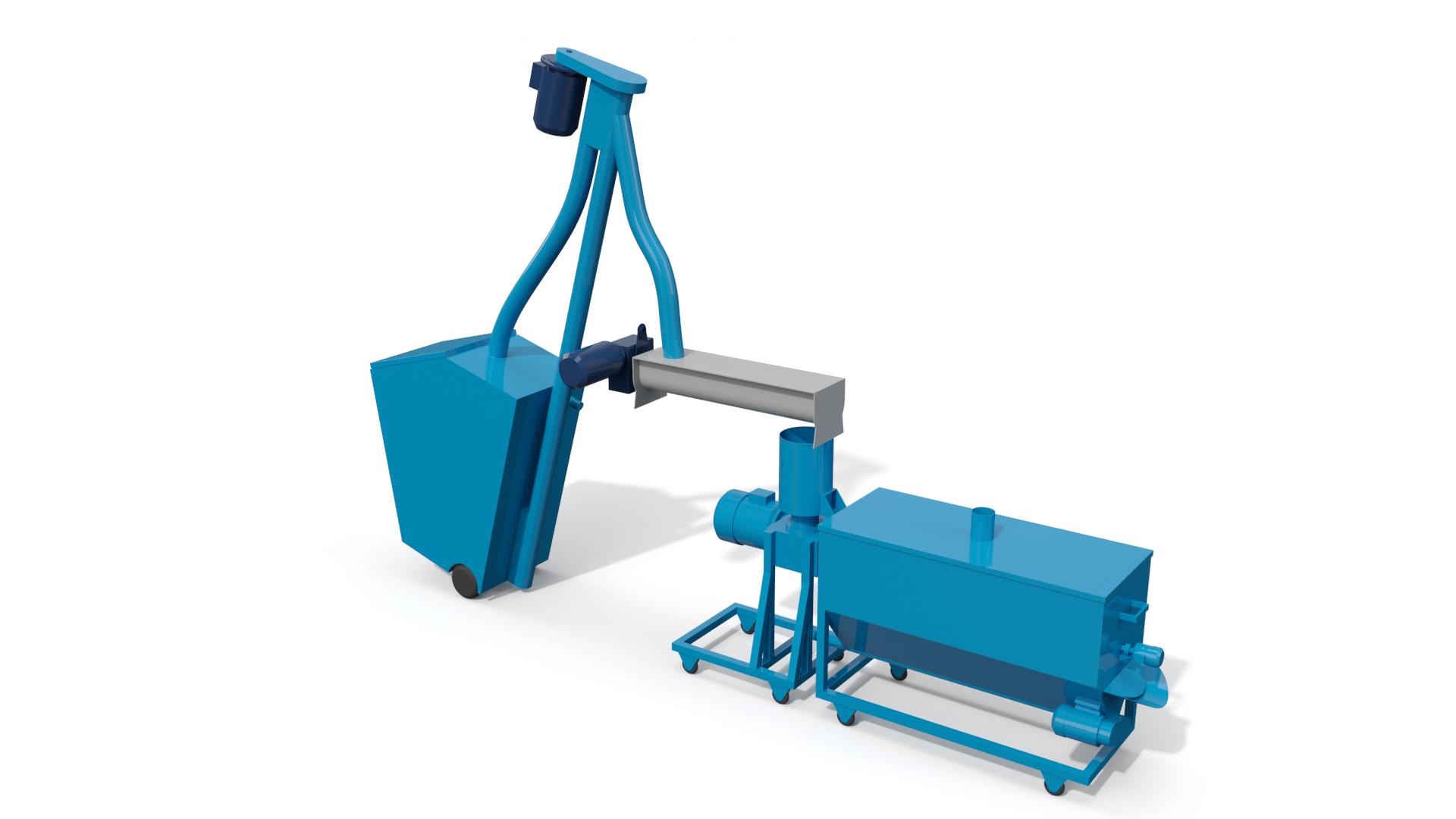
Slouží k odstranění části slupek před lisováním. Tím se sníží obsah vlákniny ve výliscích a výlisky se stanou hodnotnějším krmivem.

Tato OPCE je určená pro COMPACT EP1. Před vstupem do extrudéru je sója drcena na jemnou frakci, čímž se zvyšuje výkonnost extrudéru a lisu a zároveň se snižuje jejich opotřebení. Sada obsahuje kladívkový drtič, dopravník a elektroinstalaci. Tato OPCE se instaluje za jednotku čištění.

Navazuje na OPCI Loupání a separace slupek. Technologie granulace (peletování) slupek slouží pro přepracování slupek slunečnice do formy granulí (pelet), které jsou vhodnější z hlediska manipulace, skladování a následného využití slupek. Granulace podstatně snižuje objem slupek, a tím i nároky na prostory skladu.
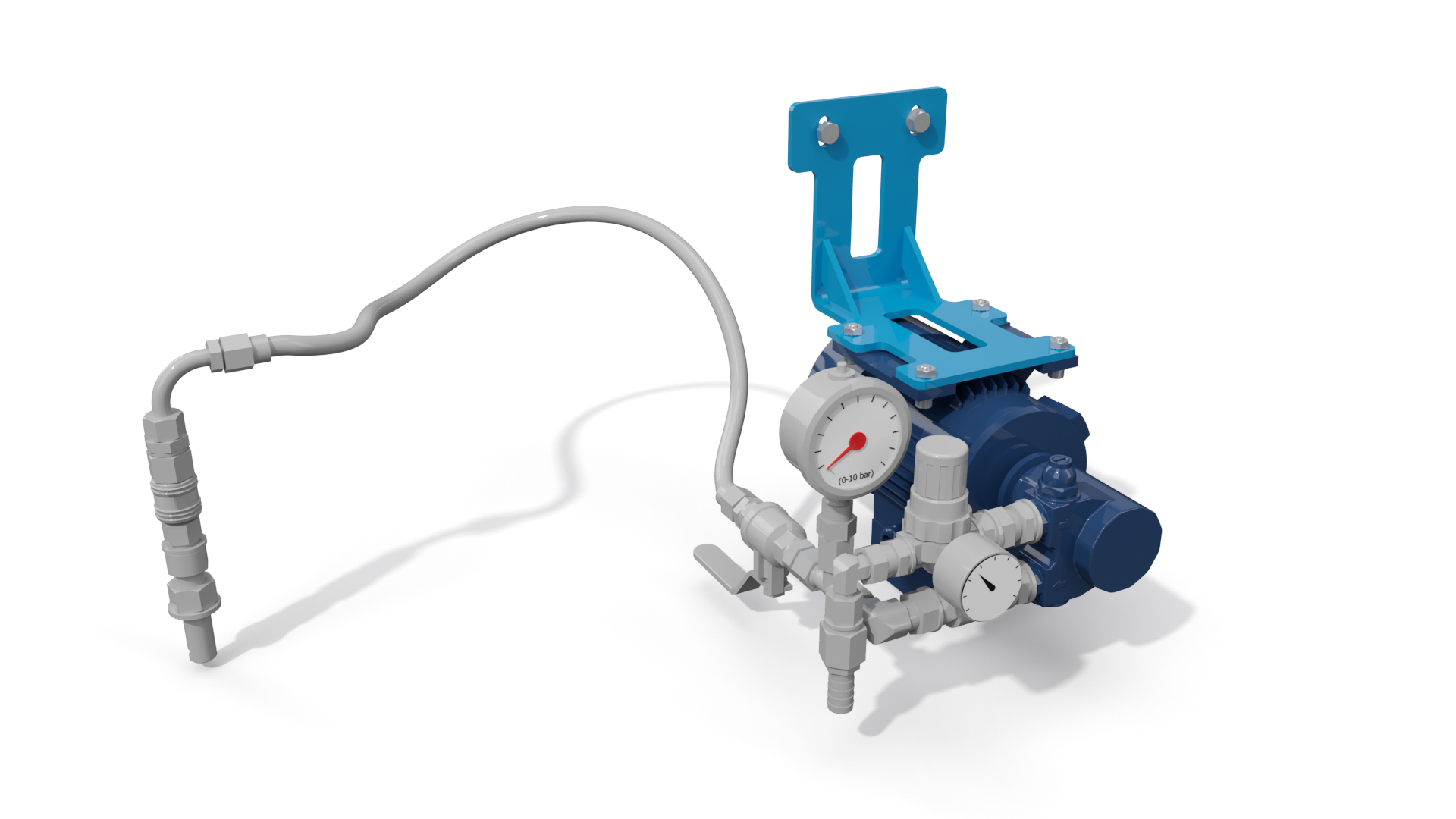
Opce obsahuje frekvenčně řízené dávkovací čerpadlo a injektážní trysky pro dávkování vody do vstupní části extrudéru. To je vhodné využít, jsou-li vstupující semena přesušena.
Tato OPCE je nutná pro zpracování olejnatých semen, která při extruzi vytvářejí soudržnou hmotu jako je např. slunečnice. Aktivní lamač rozláme vystupující materiál na drobnější části a umožní tím jejich průchod dalšími dopravními cestami. Pro zpracování řepky a sóji není nutné. OPCE se montuje na výstup extrudéru.

Tato OPCE je určená pro COMPACT EP2. Pokud si zákazník přeje opci použít pro lisování za studena (CP2), v takovém případě je nutné demontovat extrudér a místo extrudéru namontovat dopravník, který je součástí této OPCE.
OPCE obsahuje šnekový dopravník a elektroinstalaci. Tato OPCE je vhodná pouze pro COMPACT se standardní vanou. Nelze použít pro COMPACT se zkrácenou vanou, který je standardně vybaven bypassem extrudéru.
OPCE zajišťuje oddělené shromažďování a oddělenou filtraci oleje z prvního a ze druhého stupně lisování. Obsahuje samostatnou homogenizační nádrž, čerpadlo, armatury a příslušnou elektroinstalaci.
Filtrace probíhá na standardním deskovém filtru v cyklickém režimu, vyfiltrovaný olej se přečerpává do oddělených skladovacích nádrží (zákazník může využít vlastních nádrží nebo si zakoupit samostatnout OPCI).

Obsahuje IBC kontejner o objemu 1 m3, který slouží jako jednoduchý sklad oleje. Doporučujeme min. 2 ks nádrží.

Obsahuje plastovou nádrž o objemu 7 m3, která slouží jako jednoduchý sklad oleje. Doporučujeme používat min. 2 ks nádrží.

Slouží pro přečerpávání oleje ze skladovacích nádrží do přepravních obalů nebo autocisterny. Součástí čerpadla je pracovní plocha s ručním ventilem pro stáčení oleje do PET lahví nebo kanystrů.

Tato OPCE je určena pro COMPACT ve variantě EP2, který má být alternativně používán i pro zpracování sóji. Sada obsahuje pracovní šneky a vložky extrudéru v provedení pro extruzi sóji.
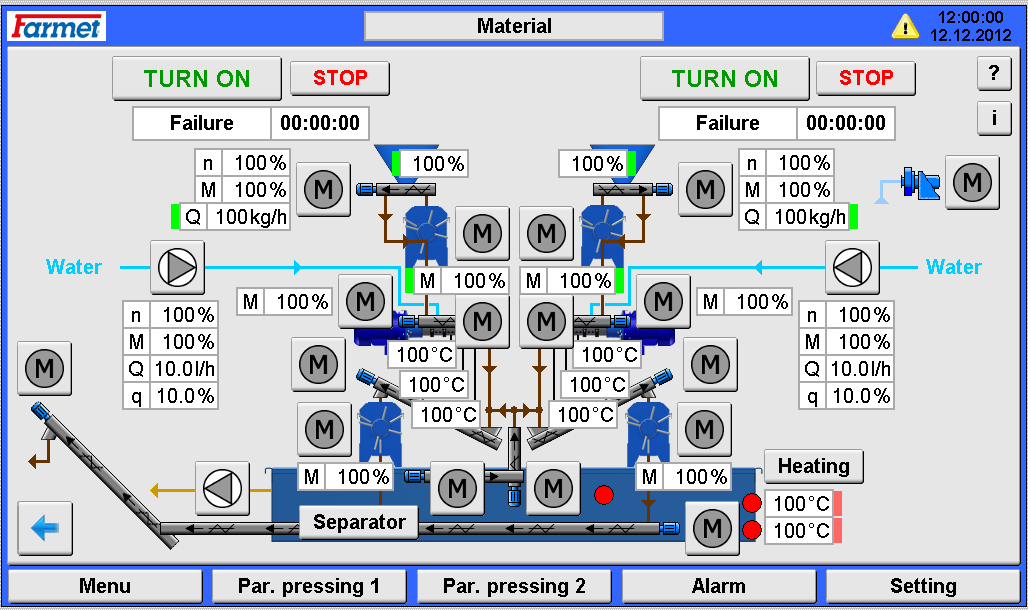
V případě volby této OPCE je nainstalován systém řízení využívající Touch panel a řídící automat PLC. Tato verze zajišťuje přesné řízení linky a odpadají tak všechna tlačítka na rozvaděči, technologie se řídí přímo z Touch panelu. Další výhodou této verze je systém regulace FIC, archivace dat, variabilita pro případné rozšíření linky atd.
Tuto OPCI lze použít, je-li technologie vybavena systémem řízení s úrovní automatizace CLEVER (řízení technologie pomocí PLC).
Opci tvoří samostatný počítač s příslušenstvím včetně příslušného software sloužícího k vizualizalizaci procesu a jeho řízení. Doporučujeme jej umístit v samostatném velíně. Pomocí tohoto počítače se přehledně zobrazují provozní stavy technologie a zároveň z něho lze technologii ovládat.
Součástí této OPCE je funkce REMOTE ACCESS (Vzdálená správa), která po připojení PC k internetu dovoluje technologii kontrolovat a řídit ze vzdáleného pracoviště. Tuto funkci je možné využít i pro potřeby servisní podpory Farmet a tímto způsobem operativně zajistit pomoc a podporu v případě mimořádných provozních stavů technologie.
Tato OPCE zajišťuje funkci REMOTE ACCESS (Vzdálená správa), ale bez vizualizačního počítače. Tuto OPCI doporučujeme v případě, kdy není možné či vhodné zřídit v blízkosti lisovny samostatný velín pro umístění počítače.
Součástí OPCE je minipočítač zabudovaný do řídícího rozvaděče s příslušným SW, bez monitoru a klávesnice.