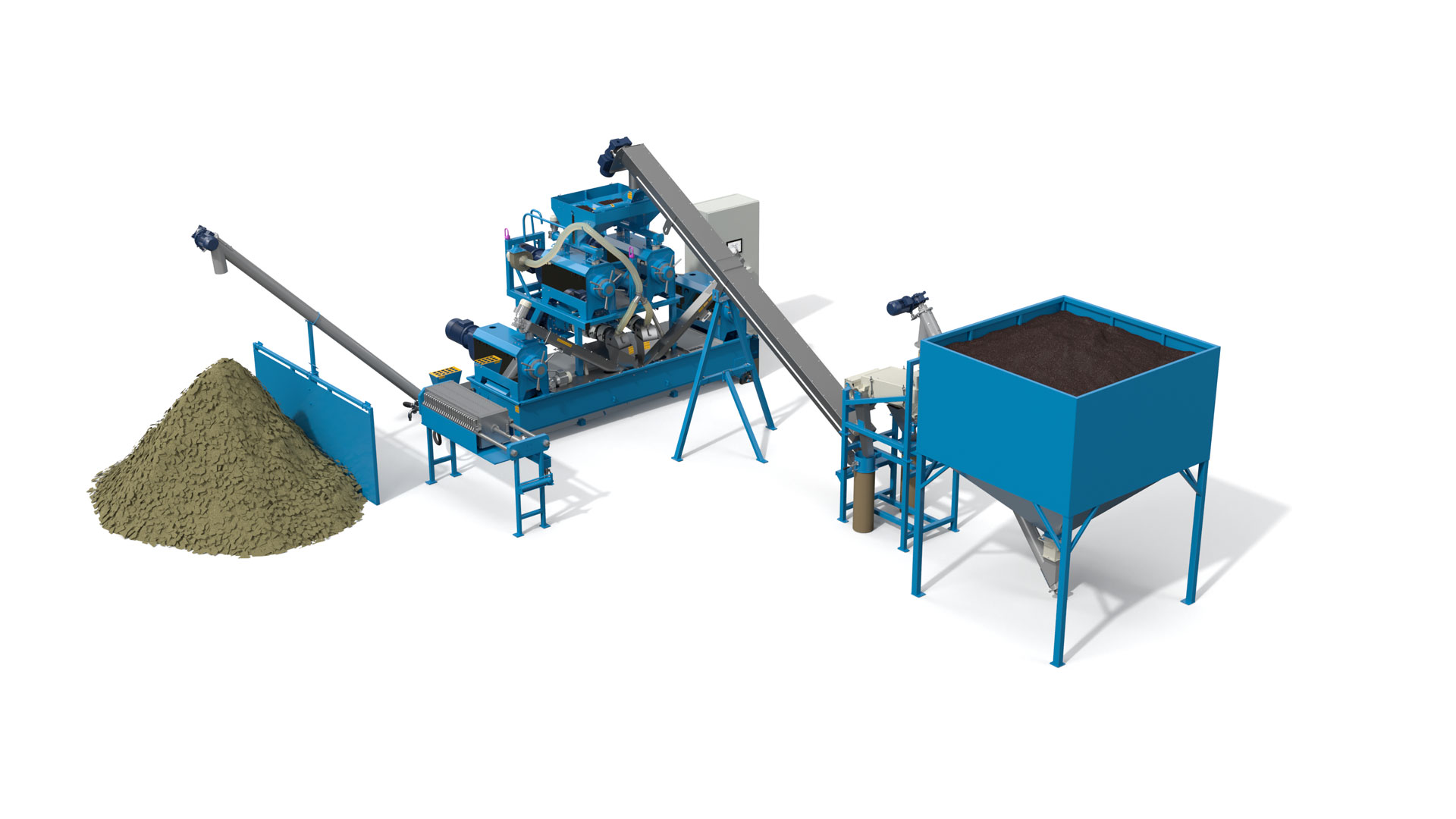
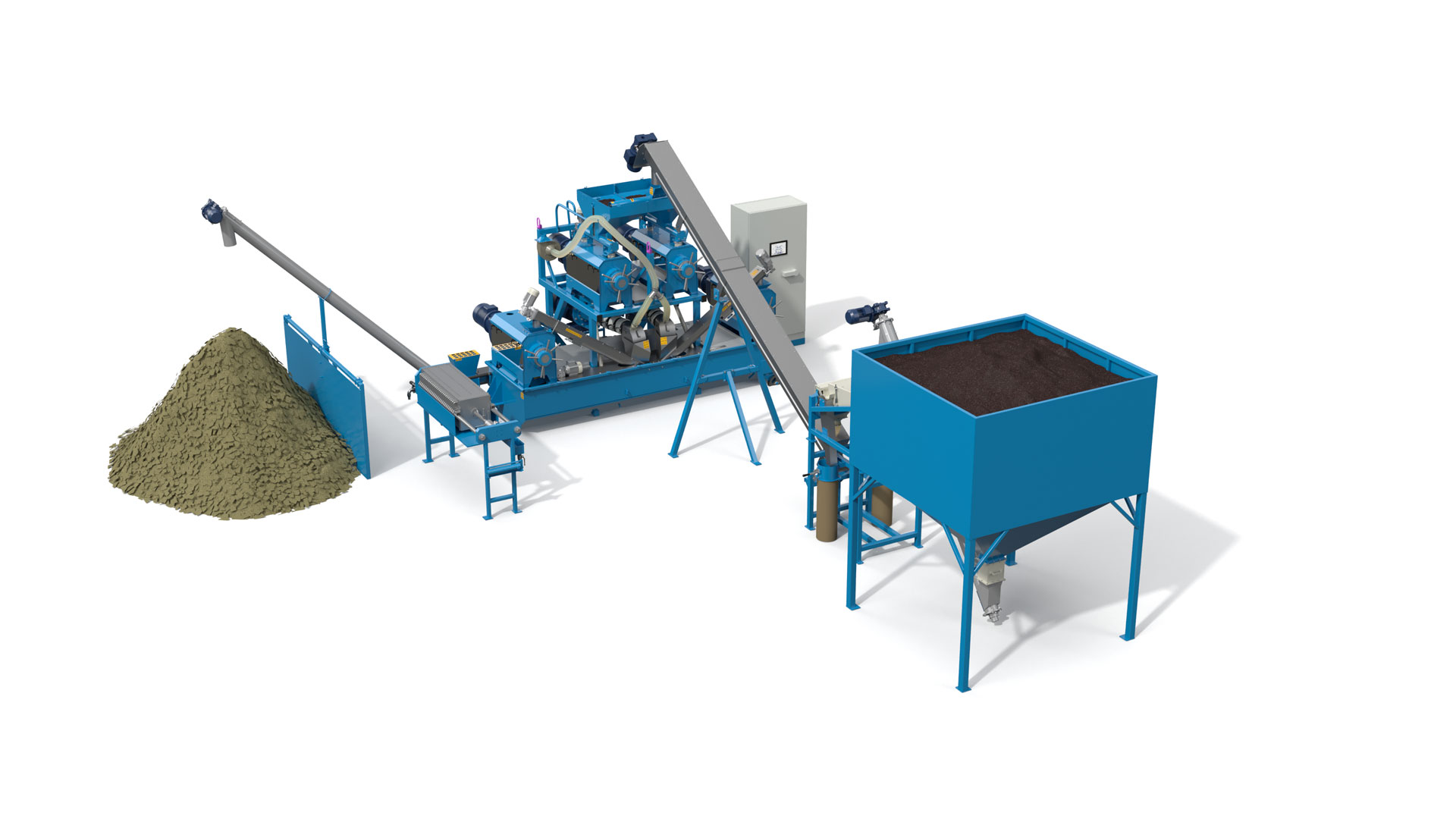
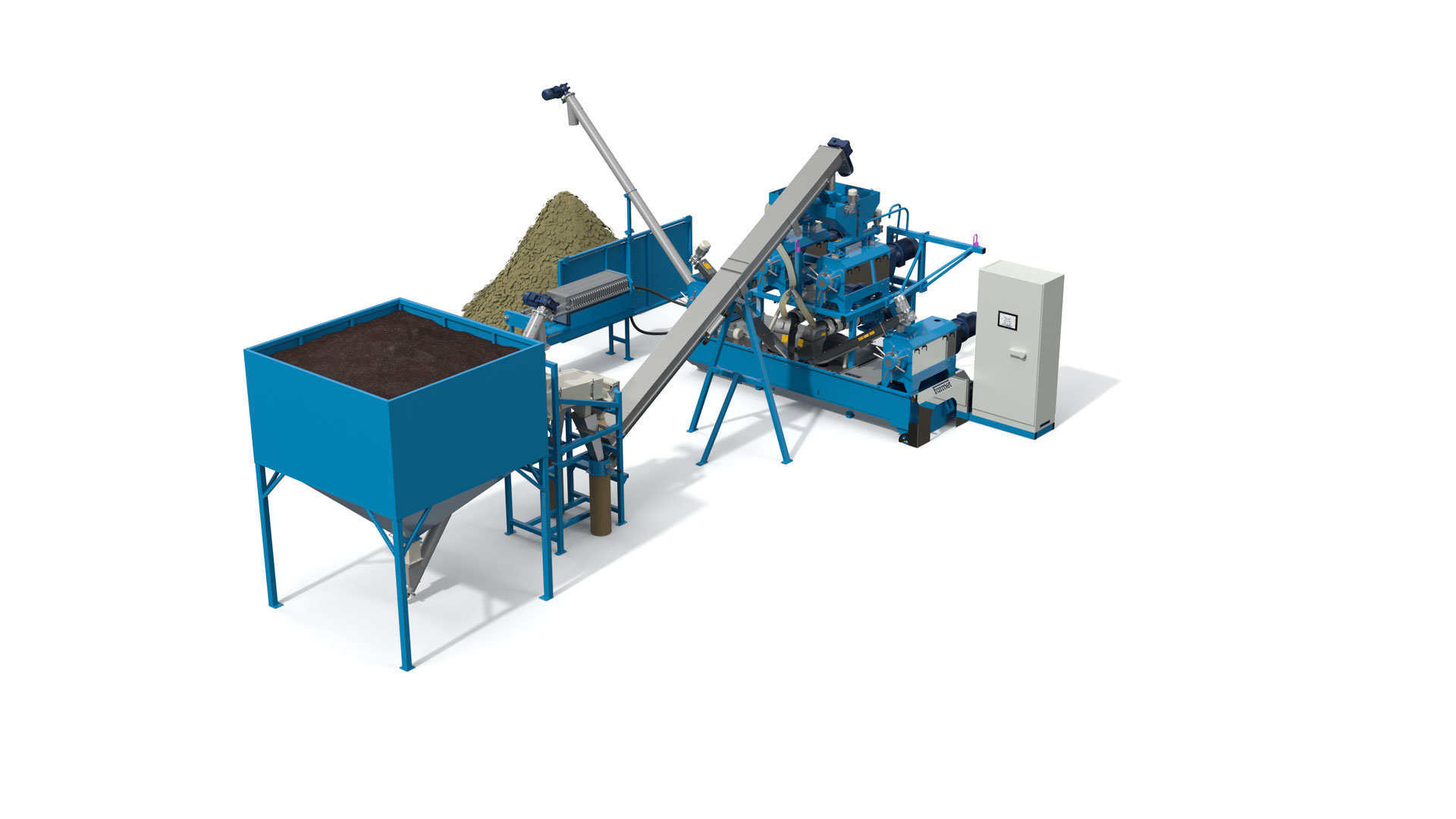
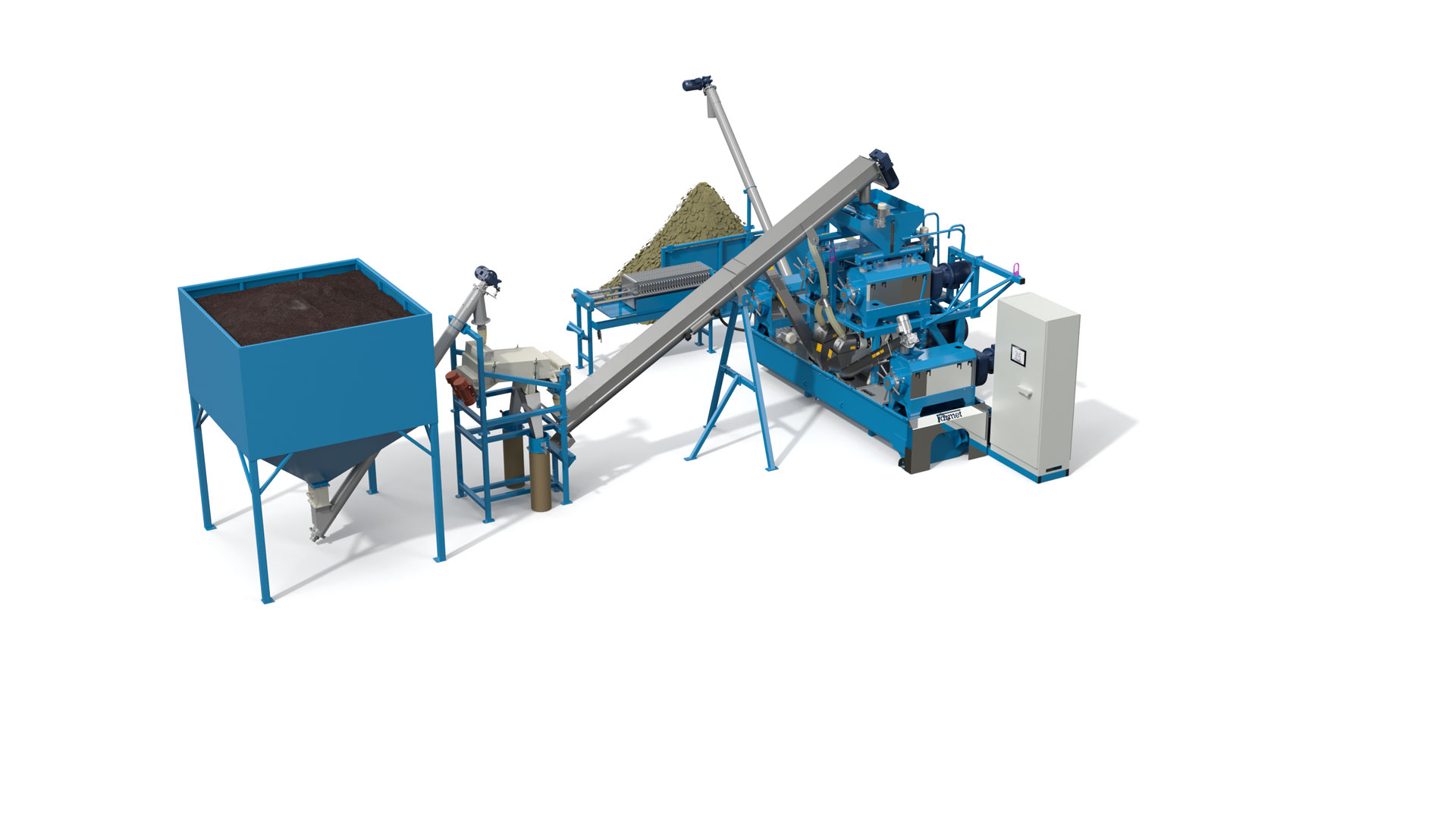
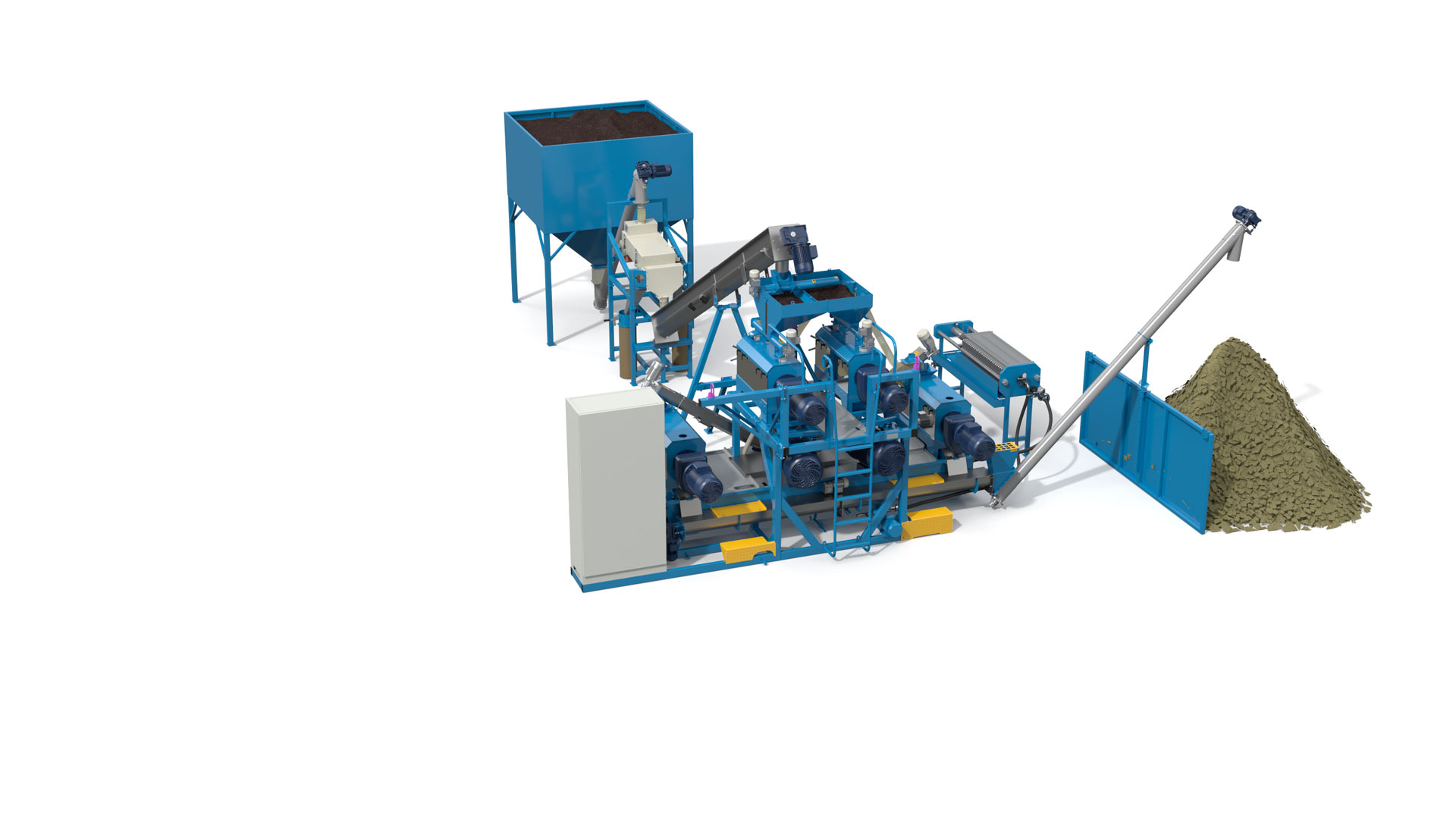
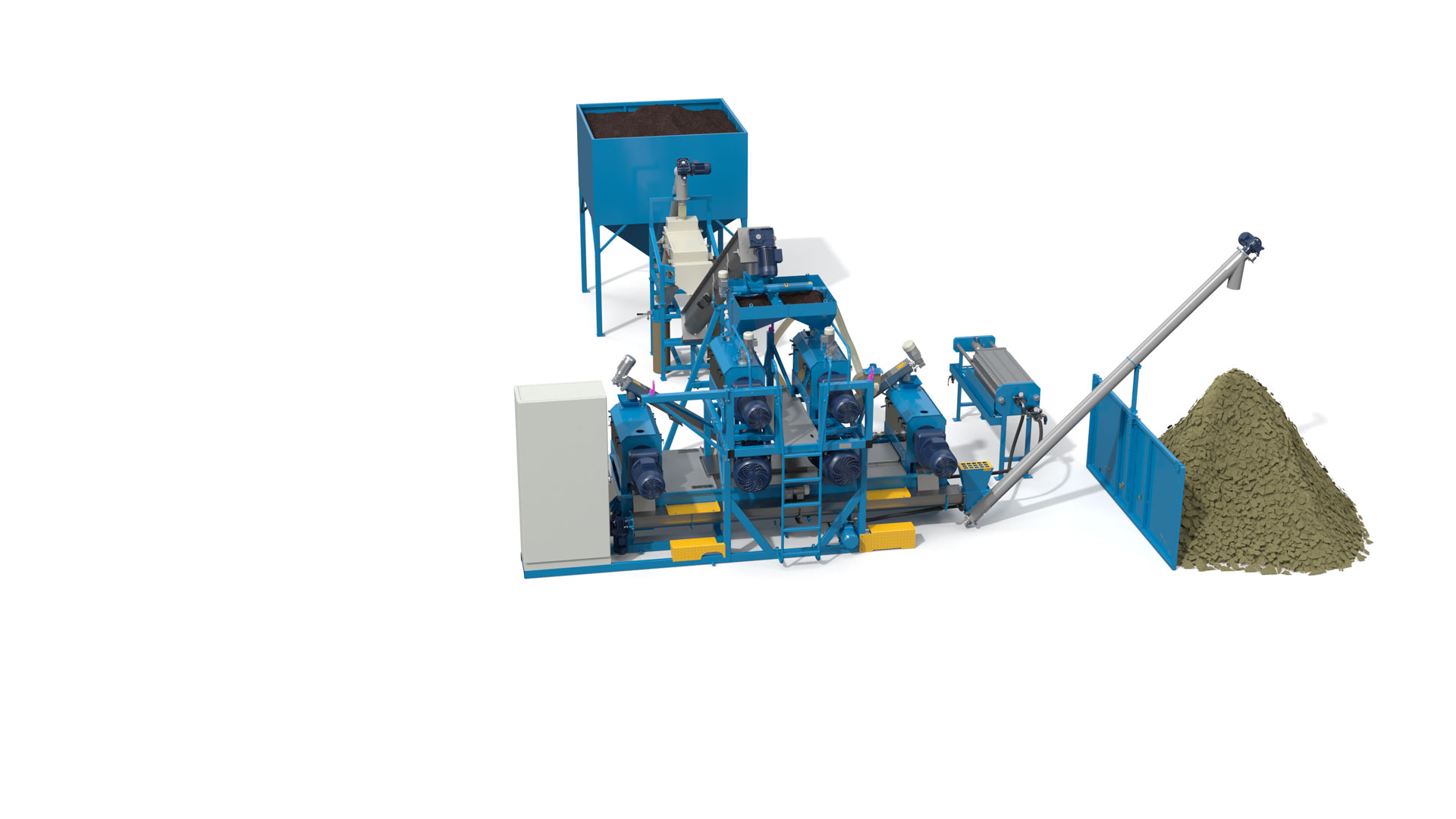
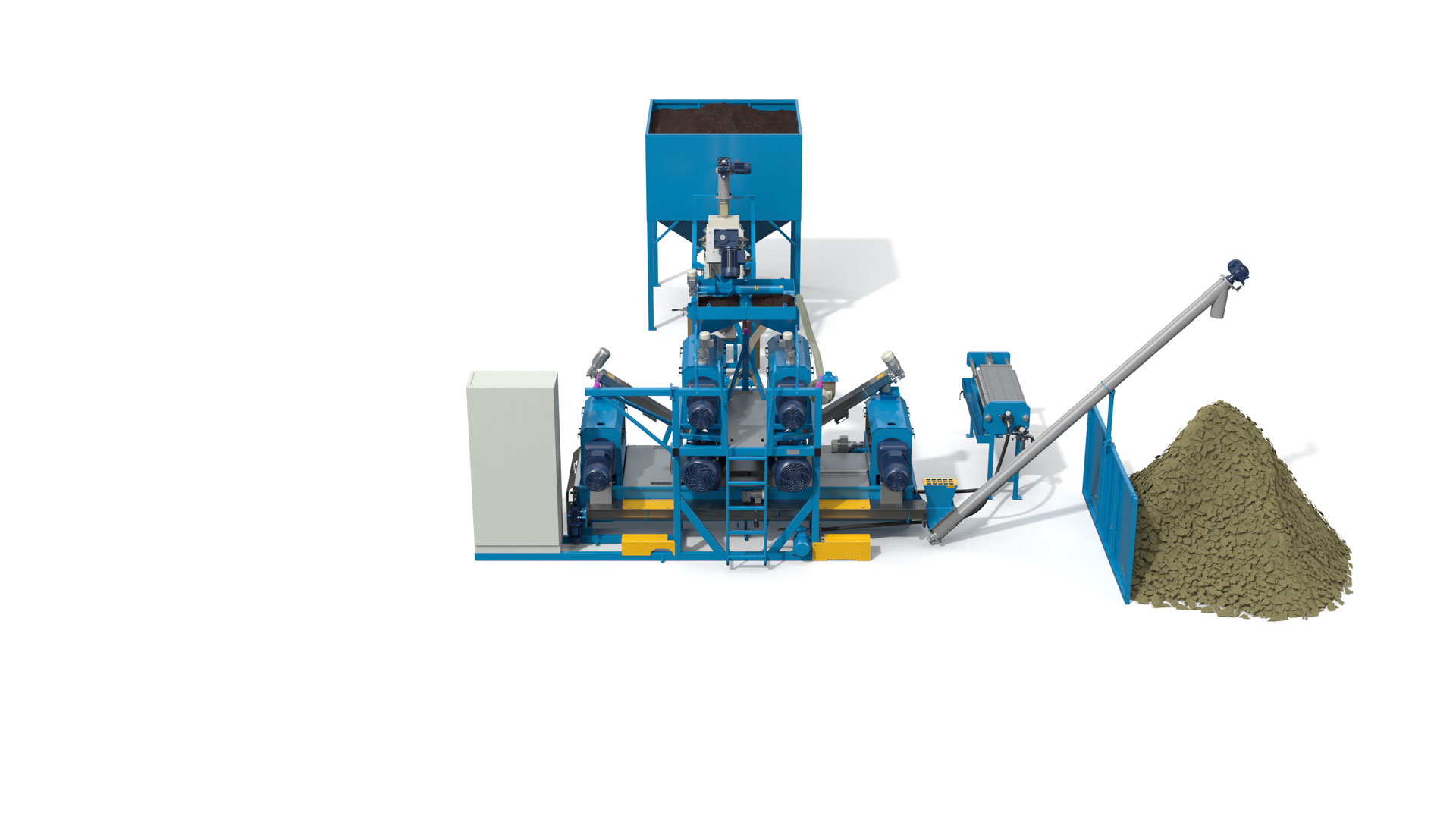
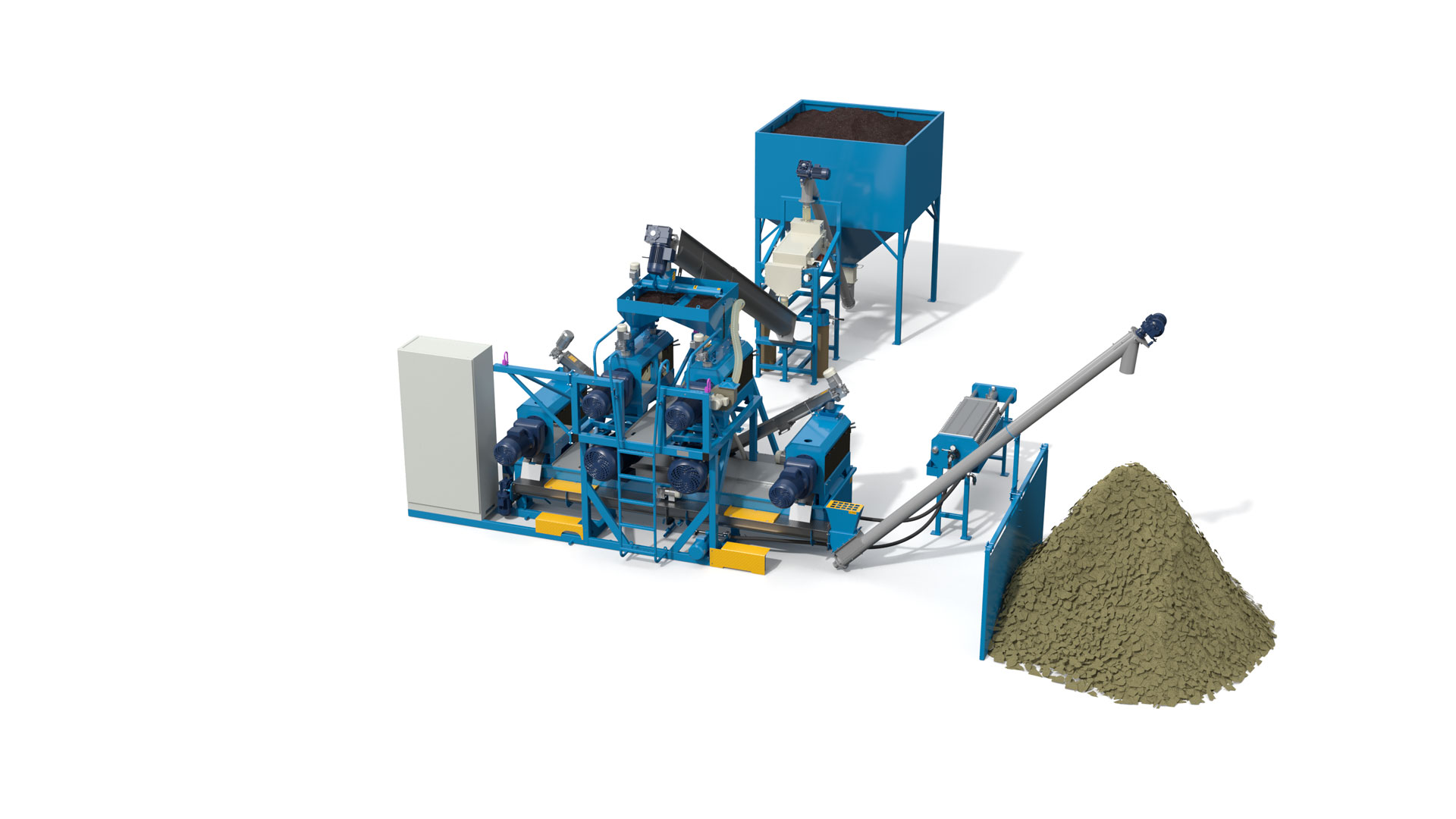
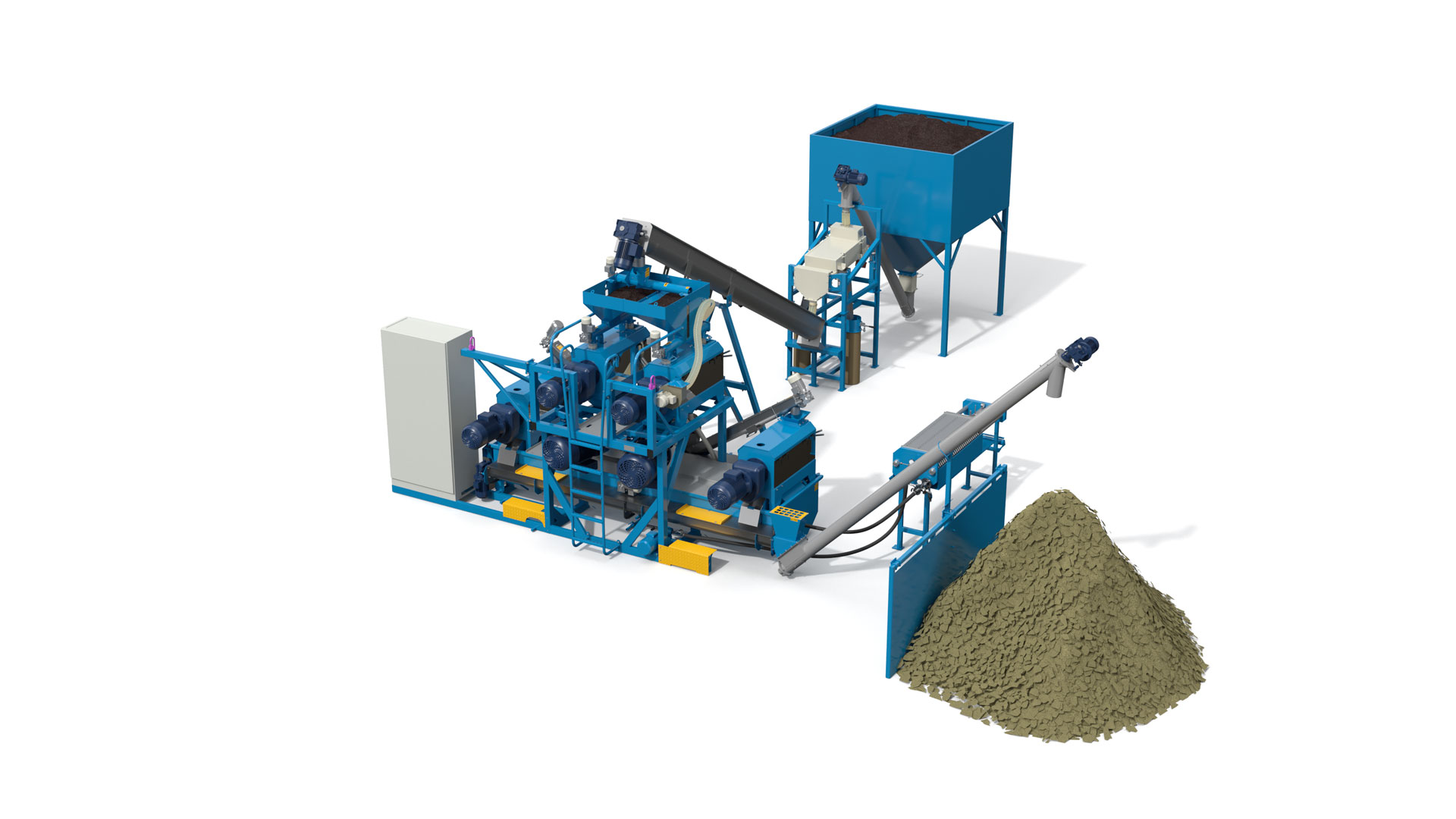
Из промежуточного бункера семена проходят через магнитный сепаратор и попадают на наклонный дозирующий транспортер, управляемый частотным преобразователем, откуда далее поступают в секцию очистки. Из секции очистки семена проходят через температурную стабилизацию и поступают в бункер форпрессов.

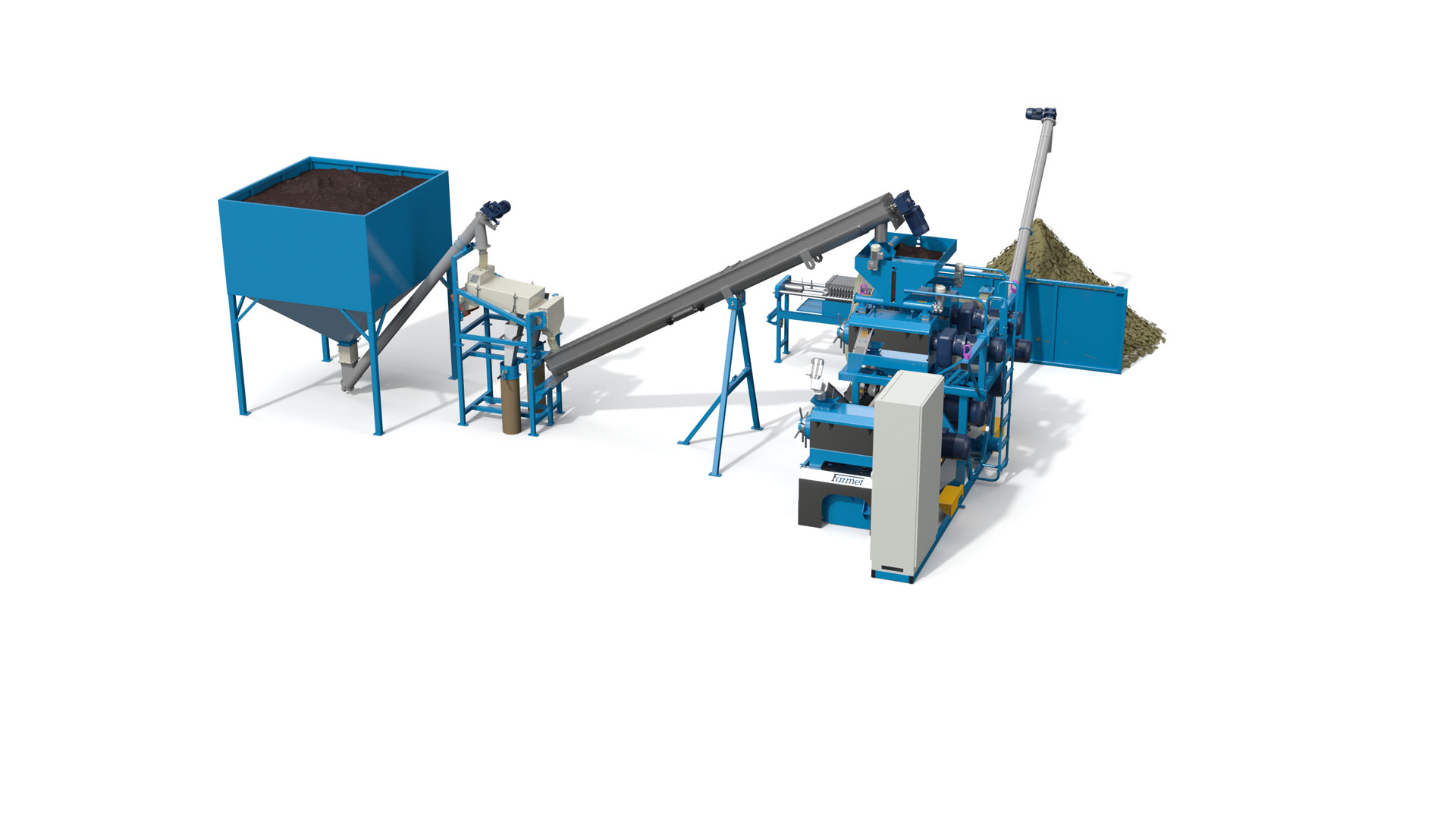
В технологии использован пресс FL 200. Модульный прессцех может содержать с одного по четыре пресса FL 200.
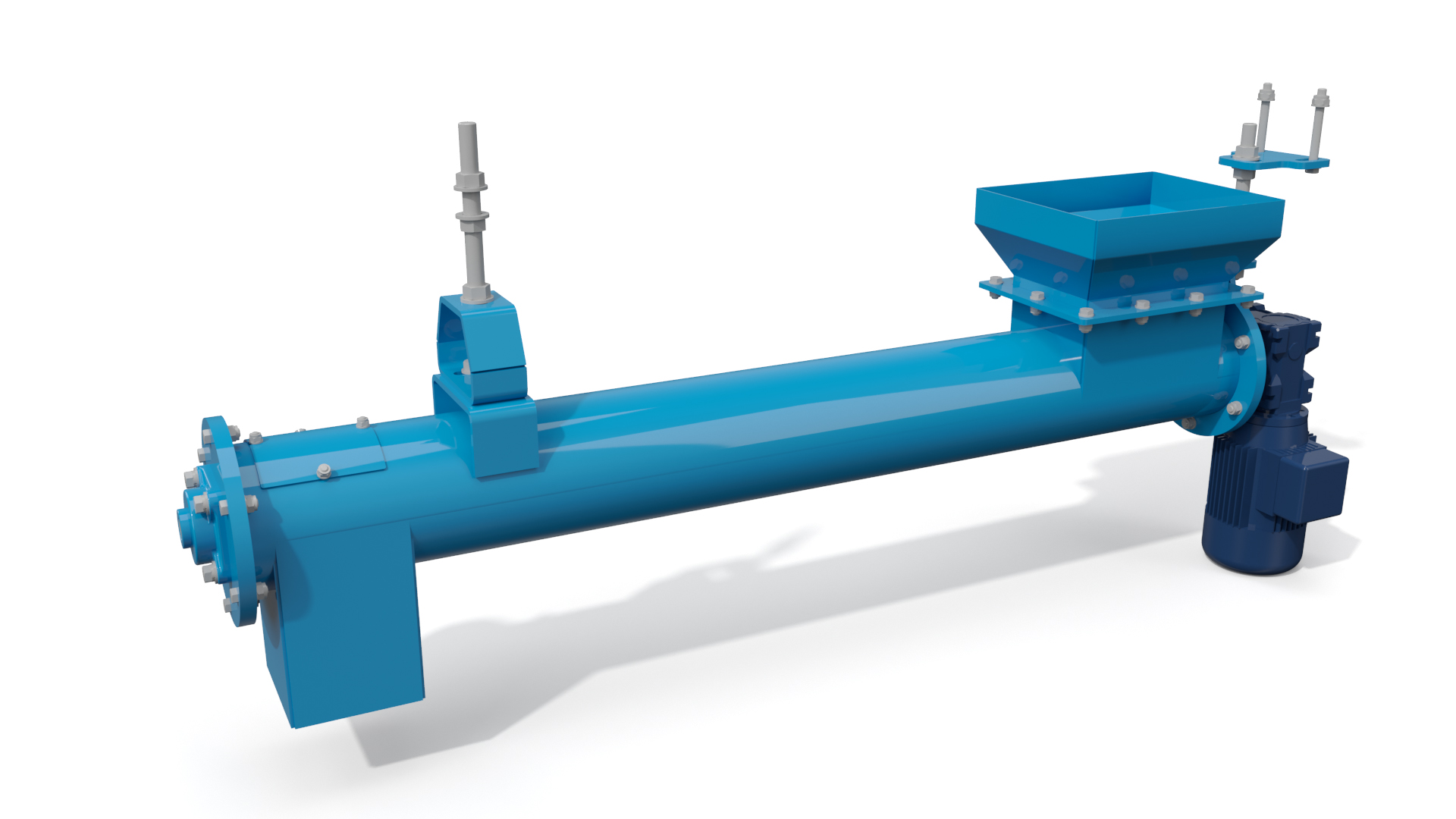
В качестве форпресса использован шнековый пресс FL 200. Жмых из форпресса проходят через наклонный транспортер в окончательный пресс (также пресс FL 200).
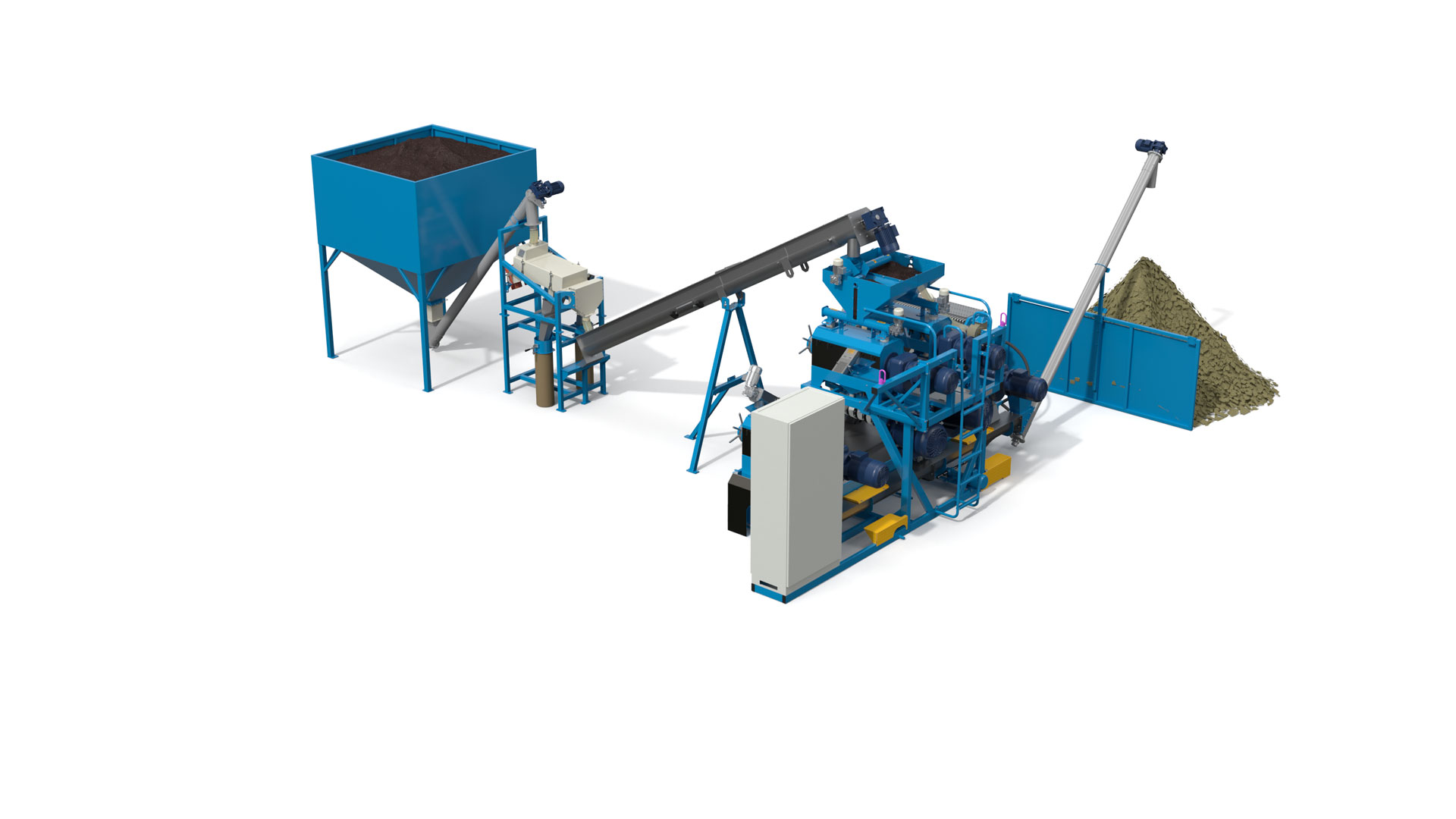
Материал поступает в загрузочный бункер экструдера FE250, где проходит процесс экструзии материала. Из экструдера материал по наклонному транспортеру направляется в завершающий пресс FL200. Данная технология предназначена преимущественно для сои.
В качестве форпресса использован шнековый пресс FL 200. Жмых из форпресса выпадает в загрузочный бункер и входит в экструдер FE 250, где протекает экструзия материала (механическое разминание, кратковременное нагревание до высокой температуры под воздействием высокого давления и экспансии). Из экструдера материал по наклонному транспортеру направляется в окончательный пресс FL 200.

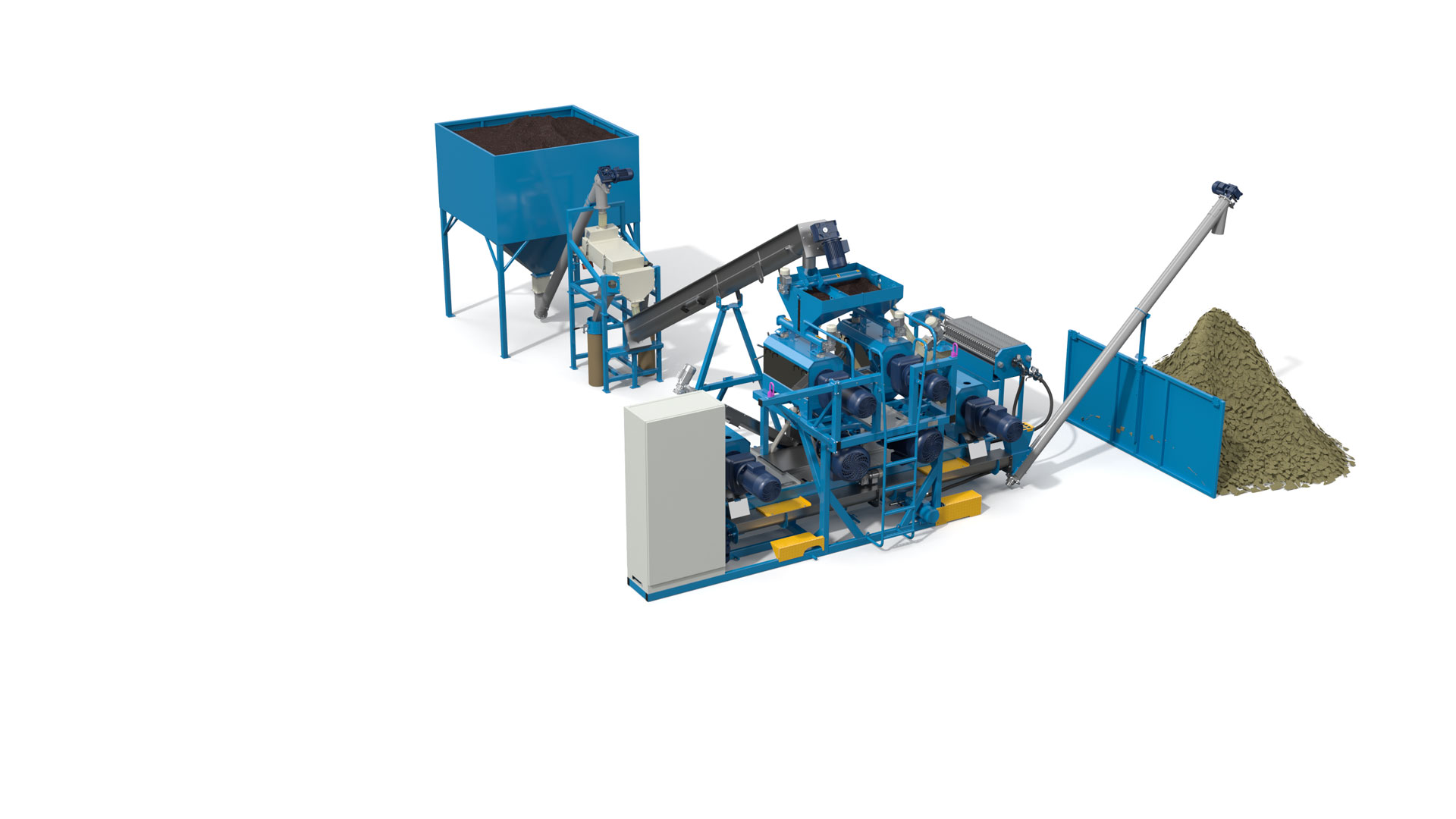
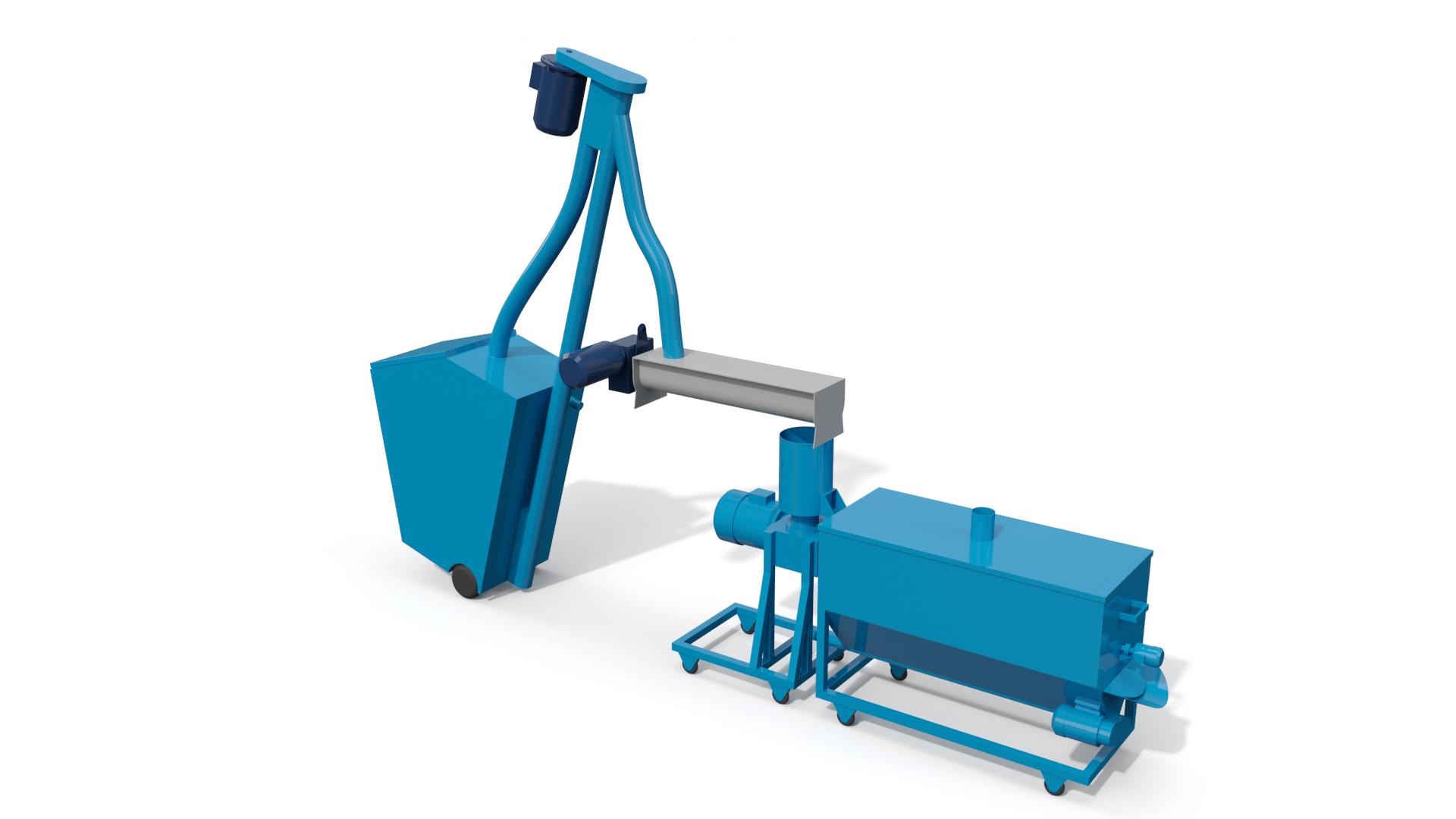
Седиментационная ванна оборудована автоматическим выносом фуза, который из ванны собирается лопатками на цепном транспортере. Фуз отделяется на сите и возвращается для повторного прессования, где мешается вместе с жмыхом из форпресса или с экструдатом. В седиментационной ванне возможно с помощью нагревательной жерди масло нагреть для облегчения фильтрации. Это очень важно для фильтрации соевого и подсолнечного масла.

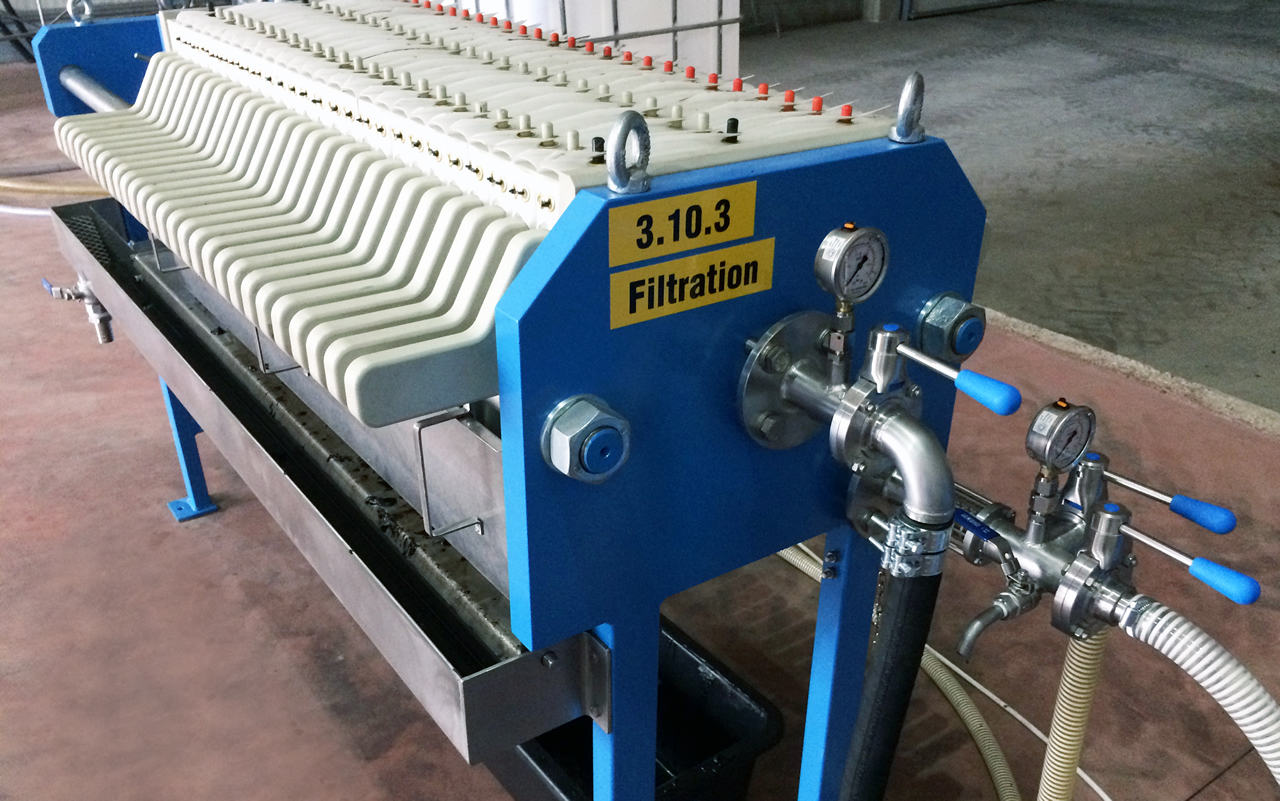
У всех типов технологии прессования выжатое масло из прессов FL 200 накапливается в седиментационной ванне, которая является неотъемлемой частью модуля прессцеха. Масло из сепарационной ванны затем перекачивается интегрированным насосом в ручной пластинчатый фильтр, откуда направляется в склад масла (склад масла см. опции).
Жмых из окончательных прессов выводится трубочным транспортером за пределы модуля прессцеха, т.е. склада жмыха.

В случае модульного прессцеха COMPACT можно выбрать из двух уровней управления, CLASSIC и CLEVER.
Содержит полную электропроводку для приводов и управления всей технологией на основе классических элементов (контакторов и реле). С помощью датчиков ведется наблюдение за местами заполнения форпрессов, максимальной температурой экструдеров и максимальным уровенем масла в ванне, чтобы в случае неисправности было автоматически остановлено дозирование материала в секцию Прессование. Управление осуществляется посредством кнопок на распредщите, который является интегрированной частью прессующего модуля. Дозировку материала (и тем производственность линии) можно регулировать путем установки оборотов подающего транспортера. Система управления также включает управление обогревателей транспортера с нагревом и седиментационной ванны, включая возможность регулировки температуры и автоматического контроля максимальной температуры.
Этот уровень управления не включает компьютерную систему управления ни визуализацию.

Используется для удаления части лузги перед прессованием. Позволяет уменьшить содержание клетчатки в жмыхе, благодаря чему повышается его кормовая ценность.

ОПЦИЯ предусмотрена для COMPACT EP1. Перед входом в экструдер происходит дробление сои на тонкую фракцию, чем повышается производительность экструдера и пресса и одновременно понижается их износ. В ОПЦИЮ входит молотковая дробилка, шнековый конвеер и электроинсталяция. Данная ОПЦИЯ инсталируется после блока очистки.

Навязывает на ОПЦИЮ Обрушка и сепарация лузги. Технология грануляции (пеллетирование) служит для переработки лузги подсолнечника до формы гранул/пеллет, которые более практичны для перевозки, складирования и следующего пользования лузги. Грануляция значительно снижает объём лузги, а этим и требуемые размеры склада. Технология подробно описана в технической информации Грануляция лузги.
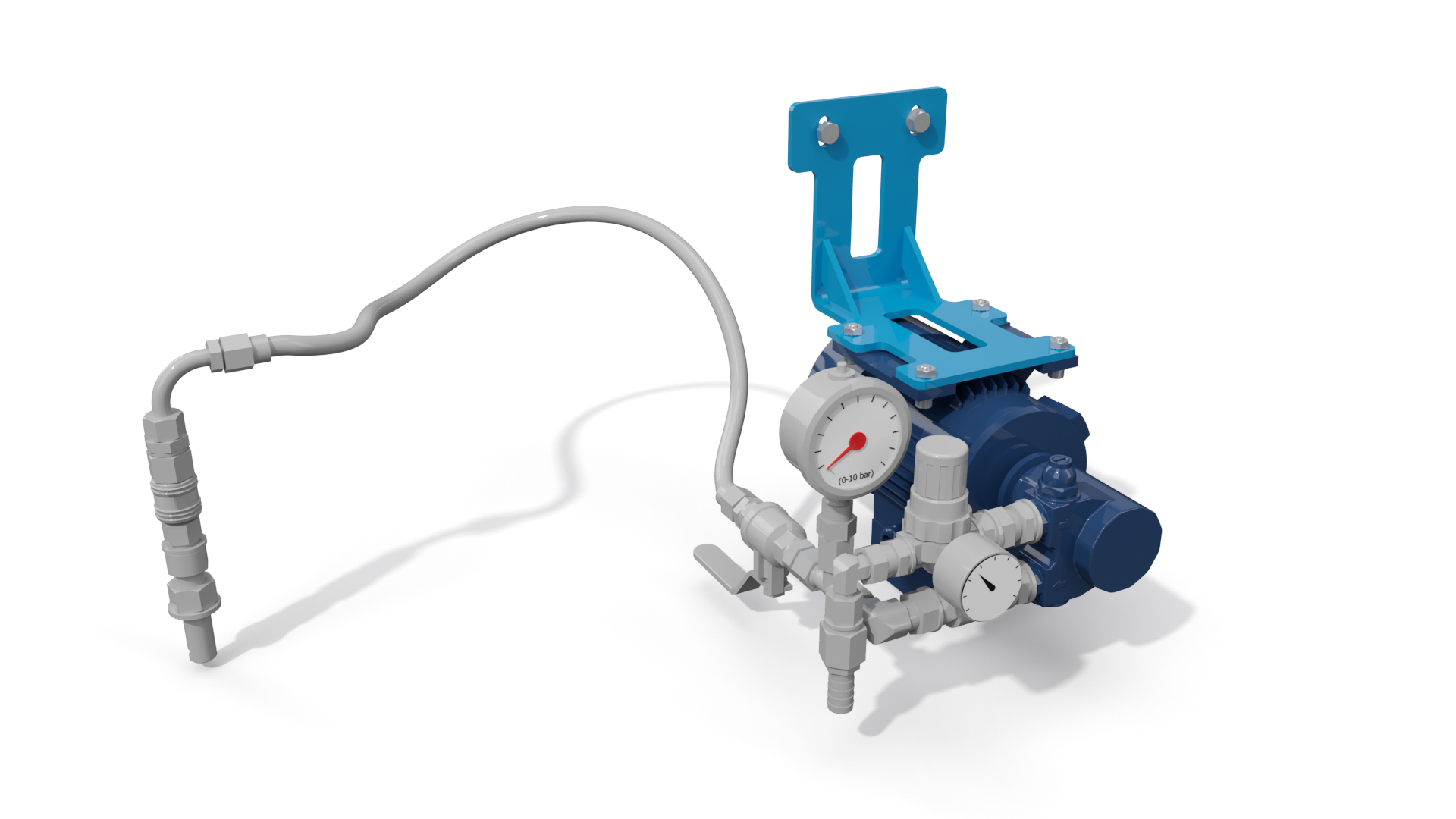
Опция включает дозирующий насос, управляемый частотным преобразователем, и впрыскивающее сопло для дозирования воды во входную часть экструдера.
Эта ОПЦИЯ необходима для переработки масличных семян, которые в процессе экструдирования образуют компактную массу, как напр. подсолнечник. Активный ламатель дробит выступающую массу на мелкие части и тем позволяет им проходить последующими транспортными путями. Для переработки рапса и сои эта ОПЦИЯ не нужна. ОПЦИЯ предназначена для монтажа на выход экструдера.

ОПЦИЯ предусмотрена для цеха COMPACT EP2. Если заказчик требует перерабатывать сырьё холодным способом (CP2), необходимо экструдер демонтировать и на место него инсталировать транспортер, который является частью этой ОПЦИИ.
ОПЦИЯ включает шнековый транспортер и электроинсталяцию. Эта ОПЦИЯ подходит только для цеха COMPACT со стандартной ванной. Не используется для цеха COMPACT со сокращенной ванной, который стандартно оборудован байпассом экструдера.
Данная ОПЦИЯ обеспечивает отдельное собирание и отдельную фильтрацию масел из 1-ой и 2-ой ступени прессования. ОПЦИЯ содержит самостоятельную гомогенизационную ёмкость, насос, арматуры и соответсвенную электроинсталяцию.
Фильтрация происходит на стандартном пластинчатом фильтре в циклическом режиме, фильтрованное масло перекачивается в отдельные складировочные ёмкости (поставка заказчика или возможно их заказать как ОПЦИЮ).

Включает IBT контейнер с объемом 1м3, который служит простым складом масла. Рекомендуется использовать 2 шт. емкости.

Включает пластиковую емкость с объемом 7м3, которые служат простым складом масла. Рекомендуется использовать 2 шт. емкости.

Служит для перекачивания масла из резервуаров для хранения масла в транспортную упаковку или автоцистерны. В поставку насоса входит рабочая площадка с ручным клапаном для откачивания масла в ПЭТ бутылках или в канистрах.

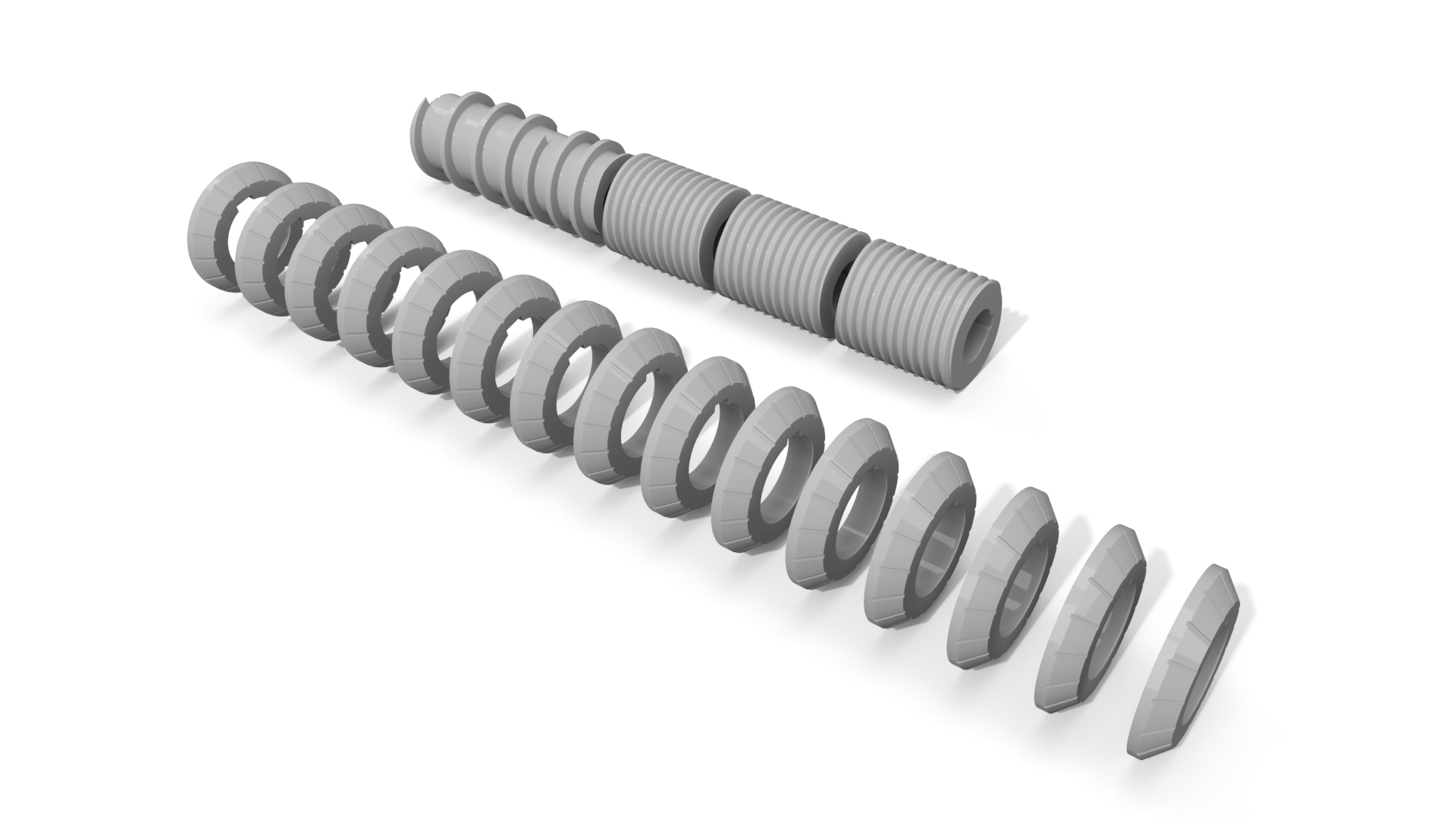
Эта ОПЦИЯ предназначена для компактнoго прессцеха COMPACT в варианте EP2, который будет альтернативно использоваться и для переработки сои. Набор содержит рабочие шнеки и втулки экструдера в модификации для экструдирования сои.
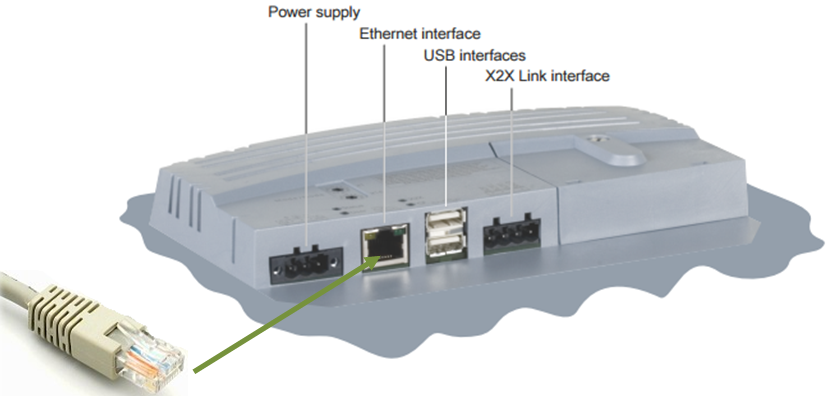
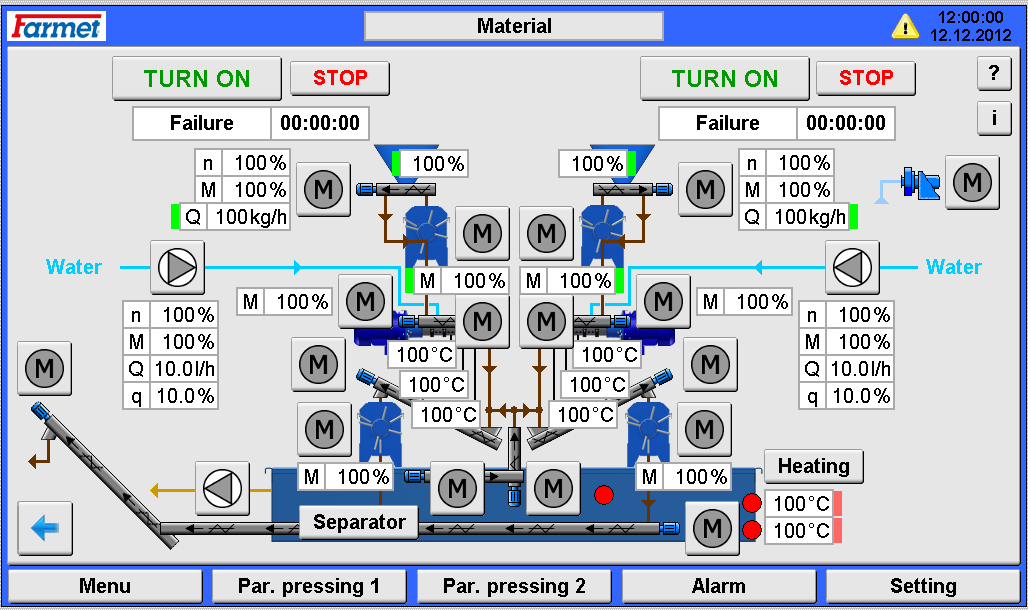
При выборе этой ОПЦИИ будет установлена система упрявления с использованием тач ранели и управляющего компютера PLC. Эта версия обеспечивает более точное управление прессцехом. На шкафе управления наместо кнопок монтирована тач панель, из которой происходит всё управление технологии. Следующим преимуществом данного варианта является регулирование FIC, архивация данных, вариабельность для будущего расширения линии итд.
Эту ОПЦИЮ возможно использовать только есть ли технология оборудована системой управления с уровней автоматизации «CLEVER» (Управление с помощю PLC).
Опция состоит из самостоятельного компьютера с принадлежностями, вкл. требуемое програмное обеспечение для визуализации процесса и его управления. Рекомендуем разместить этот компьютер в отдельной операторской. С помощью этого компьютера изображаются рабочие состояния технологии и одновременно из него возможно технологией управлять.
Эта ОПЦИЯ включает также функцию REMOTE ACCESS (удалённый доступ), которая после подсоединения к интернету позволяет контролировать и управлять технологией из удалённого места. Эта функция используется и для сервисной поддержки Фармет, этим способом возможно оперативно обеспечить помощь и поддержку в случае чрезвычайных рабочих состояний технологии.
Эта ОПЦИЯ обеспечивает функцию REMOTE ACCESS (удалённый доступ), но без компьютера визуализации. Эту опцию рекомендуем в случаях, когда невозможно или неудобно организовать поближе прессцеха отдельную операторскую для расположения компьютера. Эта ОПЦИЯ содержит мини-компьютер встроенный в шкафу управления, вкл. требуемое програмное обеспечение, без монитора и клавиатуры.